




Der vollständige technische Leitfaden
Spritzguss

Wollen Sie Ihre Teile spritzgießen lassen?
Design hochladen & Sofortangebot erhalten
DIESEN BEITRAG TEILEN
DIESEN BEITRAG TEILEN
Dieser Leitfaden liefert Ihnen alles Wissenswerte über das Spritzgießen. Erfahren Sie mehr über die Grundprinzipen dieses Verfahrens und erhalten Sie schnell umsetzbare Designtipps, die Zeit sparen und Ihre Kosten senken.
Part 1
Spritzgießen: Die Grundlagen
Was ist ein Spritzguss? Wie funktioniert er? Wofür wird er benutzt?
In diesem Abschnitt beantworten wir diese Fragen und zeigen Ihnen gängige Beispiele für Spritzgussteile, um Sie mit den grundlegenden Mechanismen und Anwendungen der Technologie vertraut zu machen.
What is injection molding?
Injection molding is a manufacturing technology for the mass-production of identical plastic parts with good tolerances. In injection molding, polymer granules are melted then injected under pressure into a mold, where the liquid plastic cools and solidifies. The materials used in injection molding are thermoplastic polymers that can be colored or filled with other additives.
Almost every plastic part around you was manufactured using injection molding: from car parts, to electronic enclosures, to kitchen appliances.
Injection molding is widely used because it offers a very low cost per part at high production volumes, along with excellent repeatability and strong design flexibility. The main limitations of injection molding are typically economic, as the process requires a significant upfront investment in tooling. Traditionally, the turnaround time from design to production could take several weeks, although modern digital manufacturing workflows can now produce molded parts in as little as one week in some cases.
How custom injection molding works
An injection molding machine consists of three main parts: the injection unit, the mold (the heart of the whole process) and the clamping/ejector unit.
In this section, we examine the purpose of each of these systems and how their basic operation mechanics affect the end-result of the injection molding process.
Advantages and disadvantages of injection molding
Injection molding is an established manufacturing technology with a long history, but it’s constantly being refined and improved with new technological advancements.
Below is a rundown of the key advantages and disadvantages of injection molding to help you understand whether it’s the right solution for your application.
Benefits of injection molding
High-volume manufacturing of plastics
Injection molding is the most cost-competitive technology for manufacturing high volumes of identical plastic parts. Once the mold is created and the machine is set up, additional parts can be manufactured very fast and at a very low cost.
The recommended minimum production volume for injection molding is 500 units. At this point economies of scale factor in and the relatively high initial costs of tooling have a less prominent effect on the unit price.
Wide range of materials
Almost every thermoplastic material (and some thermosets and silicones) can be injection molded. This allows for a very wide range of available materials with diverse physical properties to design with.
Parts produced with injection molding have very good physical properties. Properties can be tailored using additives such as glass fibers or by blending pellets, such as PC/ABS, to achieve specific strength, stiffness, or impact resistance.
Very high productivity
The typical injection molding cycle lasts 15 to 60 seconds. This depends on the size of the part and the complexity of the mold. In comparison, CNC machining or 3D printing might require minutes to hours in order to produce the same geometry. Also, a single mold can accommodate multiple parts, further increasing the production capabilities of this manufacturing process. This means that hundreds (or even thousands) of identical parts can be produced every single hour.
Great repeatability and tolerances
The injection molding process is highly repeatable and the produced parts are essentially identical. Of course, some wear occurs to the mold over time, but a typical pilot-run aluminum mold will last 5,000 to 10,000 cycles, while full-scale production molds from tool steel can stand 100,000+ cycles.
This level of accuracy is enough for most applications and comparable to both CNC machining and 3D printing. Tighter tolerances are possible but depend on material shrinkage. For example, Polypropylene (PP) shrinks more than Polycarbonate (PC), making it harder to hold tight dimensions.
Excellent visual appearance
A key strength of injection molding is it can produce finished products that need little to no extra finishing. The surfaces of the mold can be polished to a very high degree to create mirror-like parts, or they can be bead blasted to create textured surfaces. The SPI standards dictate the level of finishing that can be achieved.
Limitations of injection molding
Start-up costs for tooling
One of the main economic considerations in injection molding is the upfront tooling cost, since a custom mold must be manufactured for each part geometry. These tooling costs are primarily associated with mold design and production and typically range from around $250 to $1,000 for simpler molds, although more complex tooling can cost significantly more. Because the mold cost is distributed across the total number of parts produced, injection molding becomes increasingly cost-effective at medium to high production volumes.
Design changes are costly
After a mold is manufactured, it’s very expensive to modify. Design changes usually require the creation of a new mold from scratch. For this reason, designing a part for injection molding correctly is very important.
In Part 2, we list the most important design considerations to keep in mind while designing for injection molding. In Part 5, we’ll also see how you can mitigate the risk by creating physical prototypes of your parts.
Longer lead times compared to other technologies
The typical turnaround time for injection molding varies between 6-10 weeks. It takes 4-6 weeks to manufacture the mold, plus 2 to 4 more weeks for production and shipping.
If design changes are required (a common occurrence) the turnaround time increases accordingly.
On the other hand, parts made using a desktop 3D printer can be ready for delivery overnight, while industrial 3D printing systems have a typical lead time of three to five days. CNC machined parts are typically delivered within 10 days or as fast as five days.
Design for injection molding
There are several factors that may affect the quality of the final product and the repeatability of the process. To yield the full benefits of the process, the designer must follow certain design guidelines.
In this section, we outline common defects of injection molding and basic and advanced guidelines to follow when designing parts, as well as recommendations for how to keep the costs to a minimum.
Common injection molding defects
Most defects in injection molding are related to either the flow of the melted material or the non-uniform cooling rate during solidification.
Below are a list of defects to keep in mind while designing a part for injection molding. In the next section, we’ll show you how you can avoid each of these by following good design practices.
Dealing with undercuts
The simplest mold (the straight-pull mold) consists of two halves. Features with undercuts (such as the teeth of a thread or the hook of a snap-fit joint) may not be manufacturable with a straight-pull mold though. This is either because the mold cannot be CNC machined or because the material is in the way of ejecting the part.
Undercuts in injection molding are part features that cannot be manufactured with a simple two-part mold, because the material is in the way while the mold opens or during ejection.
Common design features
Learn how to design the most common features seen in injection molded parts with these practical guidelines. Use them to improve the functionality of your designs, while still complying with the basic design rules.
Part 2
Design für den Spritzguss
In diesem Abschnitt erfahren Sie, wie Sie Ihre Konstruktionen für das Spritzgießen optimieren können.
Verwenden Sie die folgenden Leitlinien, um Zeit zu sparen und Ausfälle zu reduzieren, und lernen Sie, wie Sie Merkmale erstellen, die die Funktionalität Ihrer Designs maximieren.
Häufige Spritzgussdefekte
Die meisten Defekte beim Spritzgießen hängen entweder mit dem Fließen des geschmolzenen Materials oder seiner ungleichmäßigen Abkühlgeschwindigkeit während des Erstarrens zusammen.
Hier ist eine Liste von Fehlern, die ein Ingenieur beim Entwerfen eines Teils für das Spritzgießen berücksichtigen sollte. Im nächsten Abschnitt erfahren Sie, wie Sie diese vermeiden können, indem Sie die bewährten Entwurfspraktiken befolgen.
Verziehen
Wenn bestimmte Abschnitte schneller abkühlen (und dadurch schrumpfen) als andere, kann sich das Teil aufgrund innerer Spannungen dauerhaft verziehen.
Teile mit nicht konstanter Wandstärke neigen am stärksten zum Verziehen.
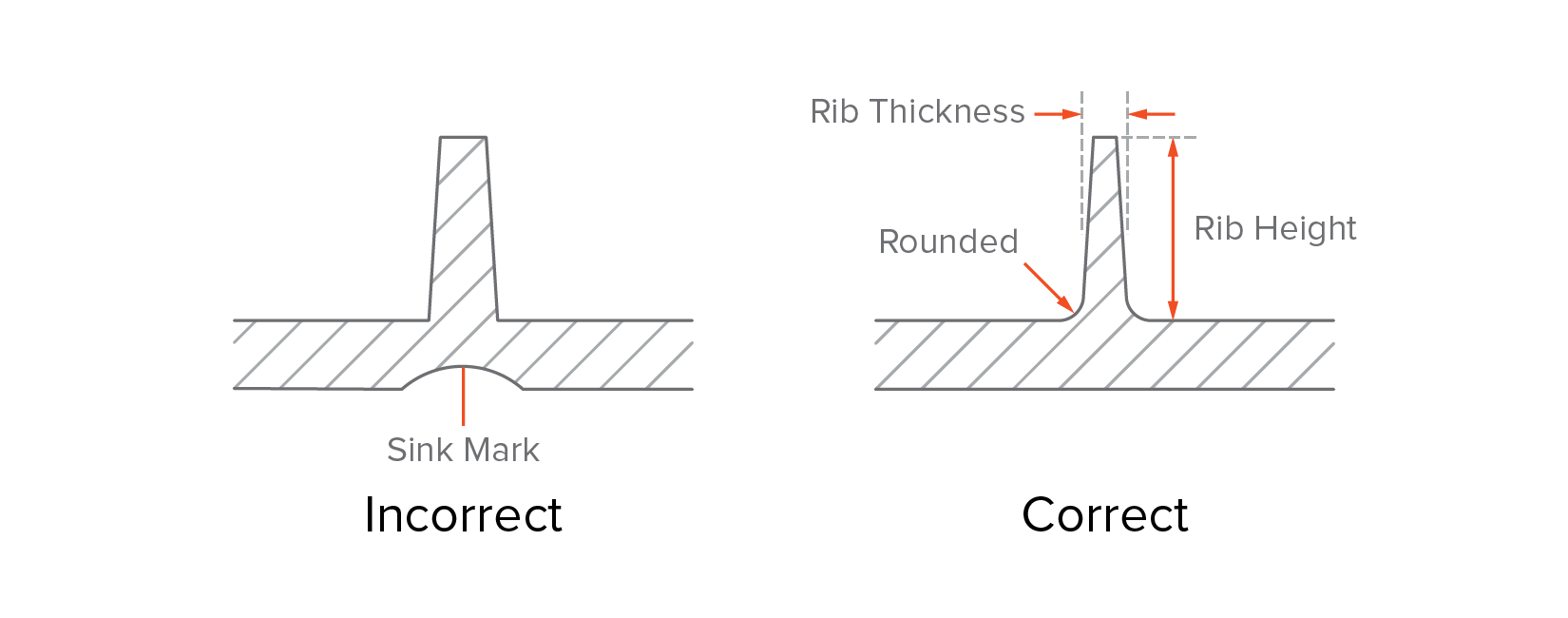
Sinkstellen
Wenn sich das Innere eines Teils vor seiner Oberfläche verfestigt, kann eine kleine Vertiefung in einer ansonsten ebenen Oberfläche auftreten, die als Sinkstelle bezeichnet wird.
Teile mit dicken Wänden oder schlecht geformten Rippen neigen am ehesten zu Sinkstellen.
Ziehspuren
Wenn der Kunststoff schrumpft, übt er Druck auf die Form aus. Während des Auswurfs gleiten und kratzen die Wände des Teils gegen die Form, was zu Abriebspuren führen kann.
Teile mit senkrechten Wänden (und ohne Verzugswinkel) sind am anfälligsten für Spuren.
Grenzlinien
Wenn sich zwei Materialflüsse treffen, können sich kleine haarartige Verfärbungen entwickeln. Diese Grenzlinien wirken sich einerseits auf die Ästhetik der Teile aus, verringern jedoch im Allgemeinen auch die Festigkeit des Teils.
Teile mit abrupten Geometrieänderungen oder Löchern neigen eher zu Grenzlinien.
Kurzteile
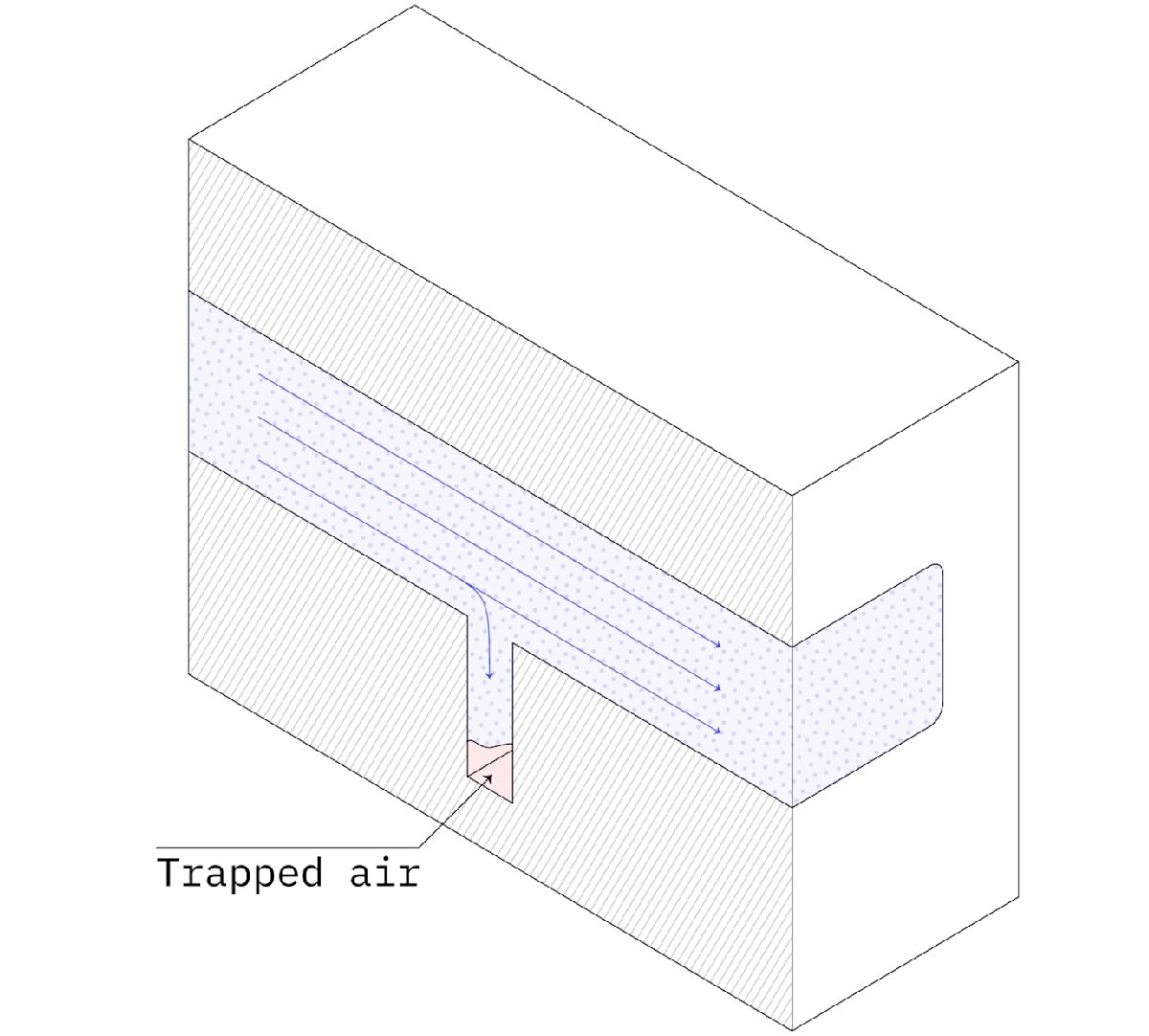
In der Form eingeschlossene Luft kann den Materialfluss während des Einspritzens behindern, was zu einem unvollständigen Teil führt. Gutes Design kann die Fließfähigkeit des geschmolzenen Kunststoffs verbessern.
Teile mit sehr dünnen Wänden oder schlecht geformten Rippen neigen eher zu verkürzten Teilen.
Umgang mit Hinterschneidungen
Ein wichtiger Aspekt beim Entwerfen von Teilen für das Spritzgießen sind Hinterschneidungen.
Hinterschneidungen beim Spritzgießen sind Teilemerkmale, die mit einer einfachen zweiteiligen Form nicht hergestellt werden können, da beim Öffnen der Form oder beim Auswerfen Material im Weg wäre.
Die Zähne eines Gewindes oder der Haken einer Schnappverbindung sind Beispiele für Hinterschneidungen. Im Folgenden finden Sie einige einfache Lösungen für den Umgang mit Hinterschneidungen:
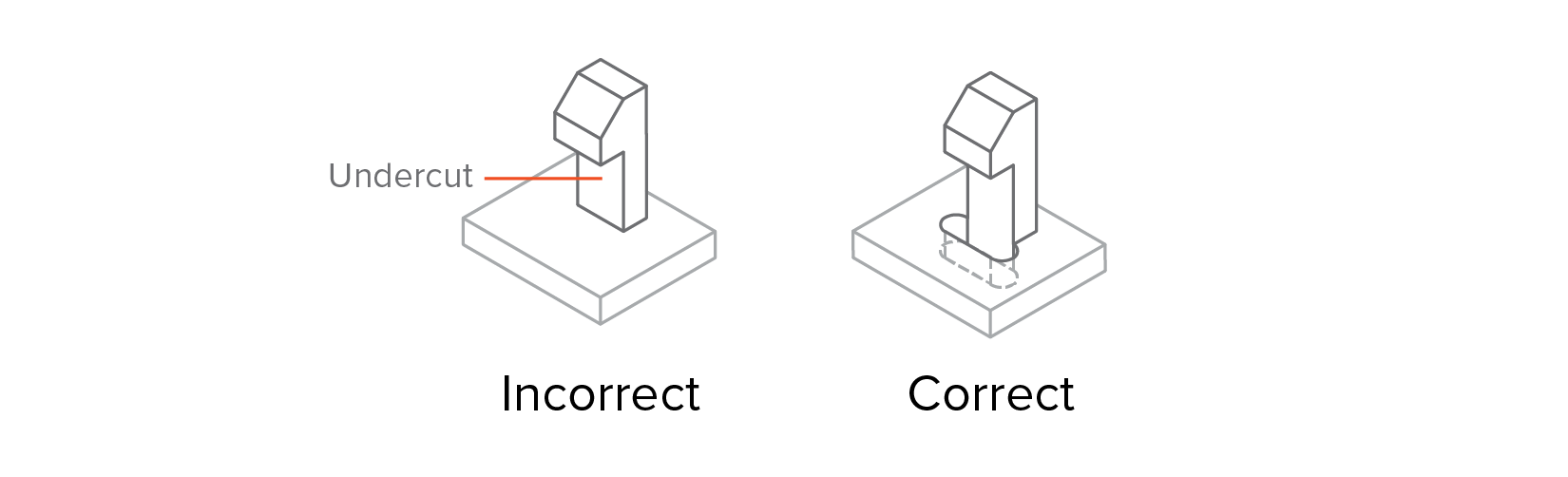
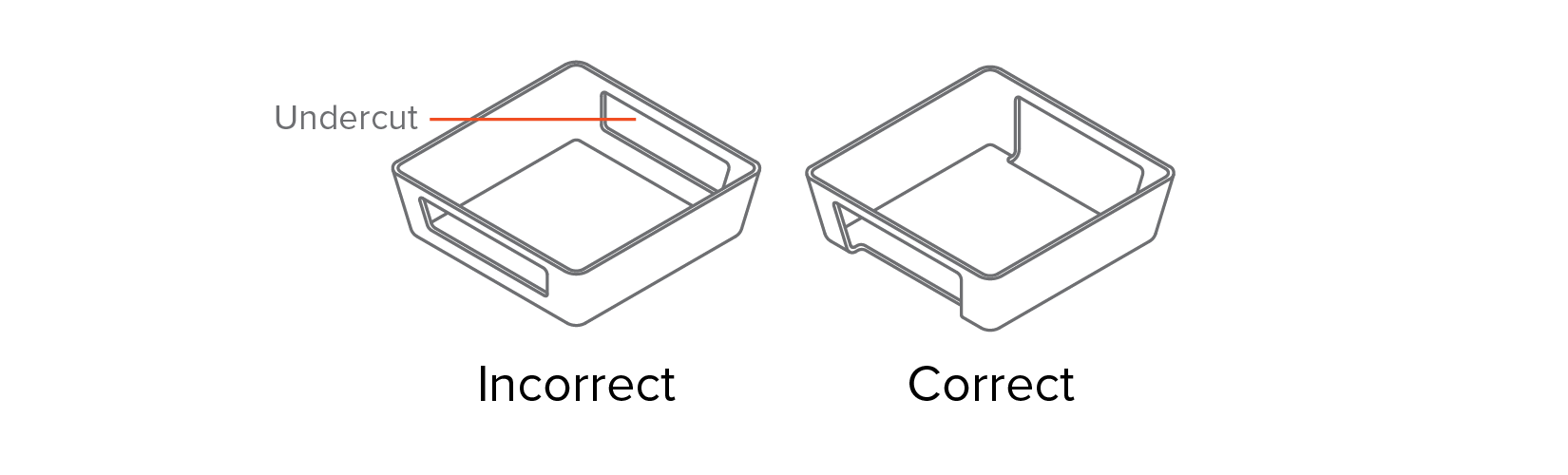
Absperrungen verwenden
Eine andere Möglichkeit, mit Hinterschneidungen umzugehen, besteht darin, Material unter oder über dem Problembereich zu entfernen. Auf diese Weise wird die Hinterschneidung beseitigt, da das gesamte Teil direkt von der Form getragen werden kann.
Absperrungen sind ein nützlicher Trick, um mit Hinterschneidungen an Innenbereichen des Teils (für Schnappverbindungen) oder an den Seiten des Teils (für Löcher oder Griffe) umzugehen.
Im Folgenden sind einige Beispiele dafür aufgeführt, wie Spritzgussteile so umgestaltet werden können, dass Hinterschneidungen vermieden werden: Im Wesentlichen wird im Bereich unter der Hinterschneidung Material entfernt, wodurch das Problem vollständig beseitigt wird.
Trennlinie verschieben
Die einfachste Möglichkeit, mit einer Hinterschneidung umzugehen, besteht darin, die Trennlinie der Form so zu verschieben, dass sie diese schneidet.
Diese Lösung eignet sich für viele Designs mit Hinterschneidungen auf einer Außenfläche. Vergessen Sie nicht, die Verzugswinkel entsprechend anzupassen.

Hinterschneidungen entfernen
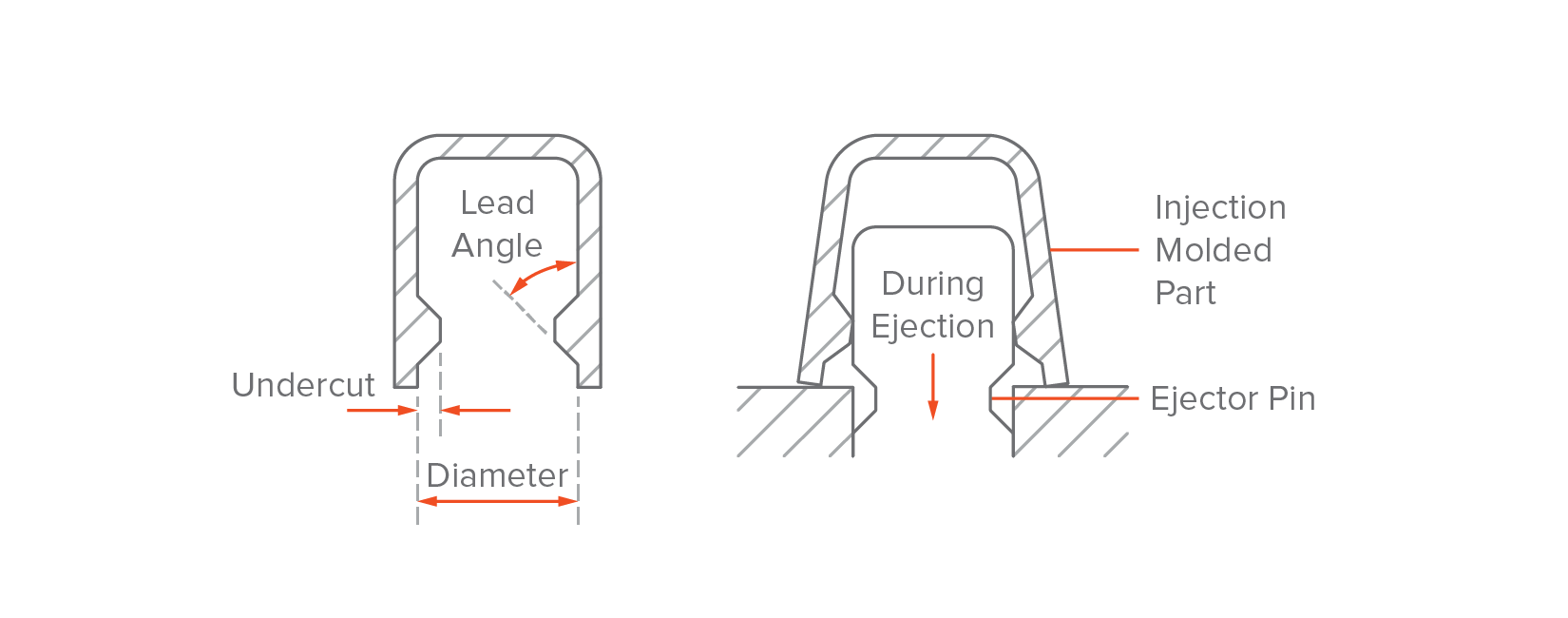
Wenn das Teil flexibel genug ist, kann es beim Auswerfen über die Form verformt werden. Das Abstreifen von Hinterschneidungen wird für interne Merkmale wie das Gewinde von Flaschenverschlüssen verwendet.
Verwenden Sie diese Leitlinien, um Hinterschneidungen für das Abstreifen zu entwerfen:
● Wählen Sie ein flexibles Material - wie PP, PE oder Nylon (PA)
● Die Höhe der Hinterschneidung sollte 5% des Lochdurchmessers betragen
● Verwenden Sie einen Steigungswinkel von 30° bis 45°

Es wird empfohlen, das Abstreifen von Hinterschneidungen bei Teilen aus faserverstärktem Kunststoff zu vermeiden. Typischerweise können flexible Kunststoffe wie PP, HDPE oder Nylon (PA) Hinterschneidungen von bis zu 5% ihres Durchmessers tolerieren.
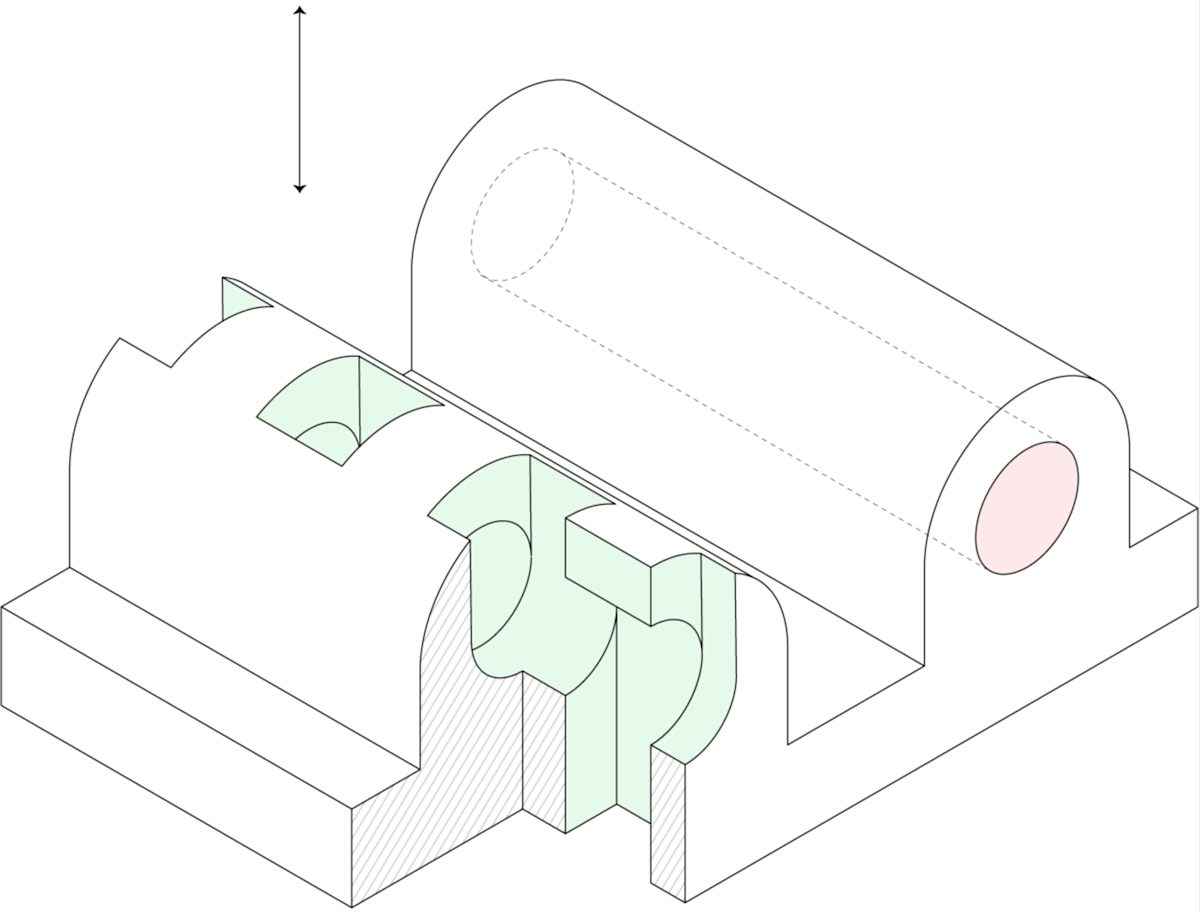
Seitenkerne
Wenn keine der oben genannten Lösungen durchführbar ist, können Kerne verwendet werden, die von der Seite aus dem Teil herausgleiten, bevor es ausgeworfen wird.
Seitenkerne sollten sparsam eingesetzt werden, da sie die Komplexität erhöhen und die Gesamtkosten einer Form um 15% bis 30% erhöhen.
Befolgen Sie diese Richtlinien beim Entwerfen eines Seitenkerns:
● Der Kern muss sich parallel zur Trennlinie bewegen
● Entwurfswinkel müssen wie gewohnt hinzugefügt werden
Gängige Designeigenschaften
Nachstehend finden Sie praktische Leitlinien für die Gestaltung der häufigsten Merkmale von Spritzgussteilen. Verwenden Sie sie, um die Funktionalität Ihrer Entwürfe zu verbessern und gleichzeitig die grundlegenden Entwurfsregeln einzuhalten.
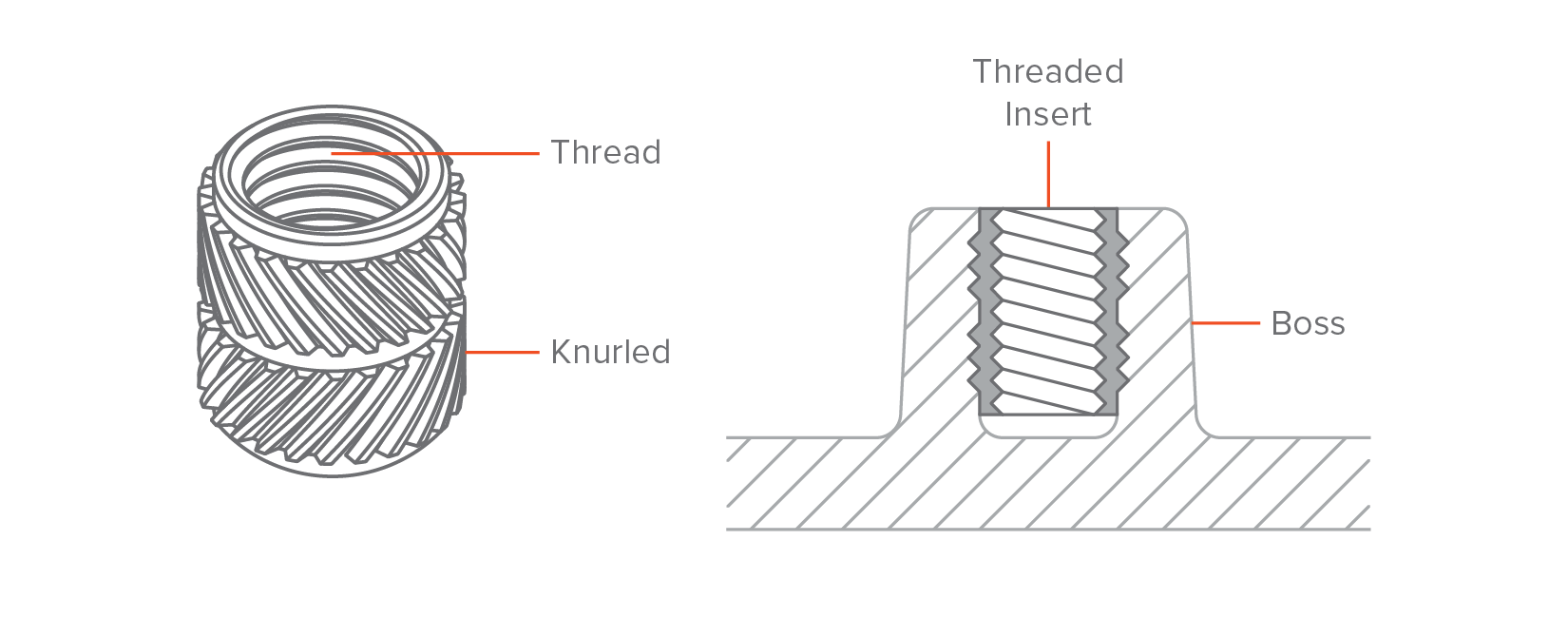
Befestigungselemente mit Gewinde (Vorsprünge und Einsätze)
Es gibt 3 Möglichkeiten, einem Spritzgussteil Verbindungselemente hinzuzufügen: durch die Gestaltung eines Gewindes direkt auf dem Teil, durch das Hinzufügen eines Vorsprungs, an dem die Schraube befestigt werden kann, oder durch das Einfügen eines Gewindeeinsatzes.
Die Modellierung eines Gewindes direkt auf dem Teil ist möglich, aber nicht empfehlenswert, da die Zähne des Gewindes im Wesentlichen Hinterschnitte sind, was die Komplexität und die Kosten der Form drastisch erhöht (auf Hinterschnitte wird in einem späteren Abschnitt näher eingegangen). Ein Beispiel für ein Spritzgussteil mit einem Gewinde sind Flaschenverschlüsse.
Bossen
Bossen (Vorsprünge) werden als Befestigungspunkte verwendet (in Verbindung mit selbstschneidenden Schrauben oder Gewindeeinsätzen).
Stellen Sie sich Bossen als kreisförmige Rippen vor - es gelten dieselben allgemeinen Gestaltungsrichtlinien. Dabei sind folgende Faktoren zu berücksichtigen:
● Vermeiden Sie es, Bossen zu entwerfen, die in Hauptwände übergehen
● Stützen Sie die Bossen mit Rippen ab oder verbinden Sie sie mit einer Hauptwand
Für Bossen mit Einsätzen:
● Verwenden Sie einen Außendurchmesser, der 2 × der Nenngröße des Einsatzes entspricht.
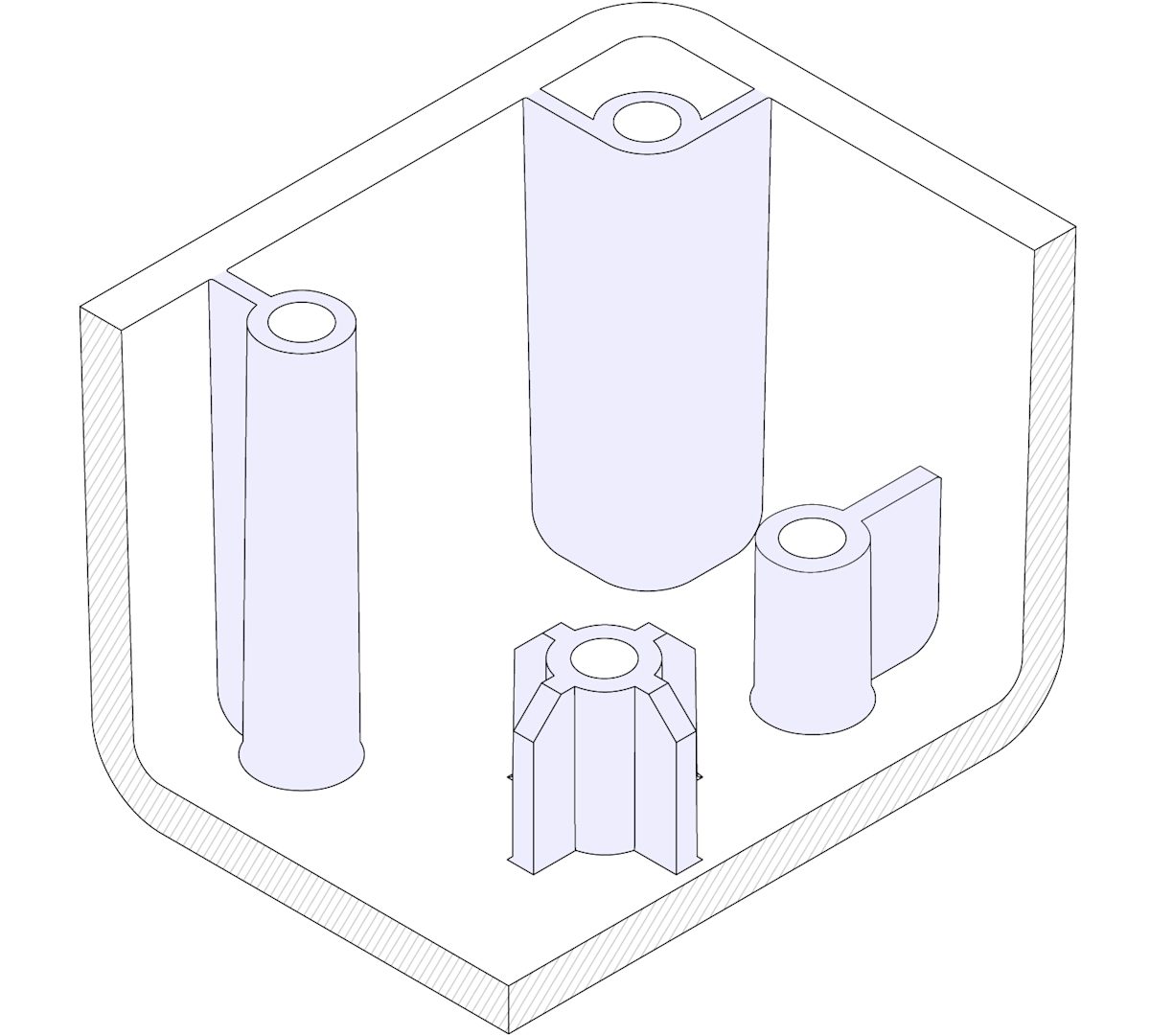
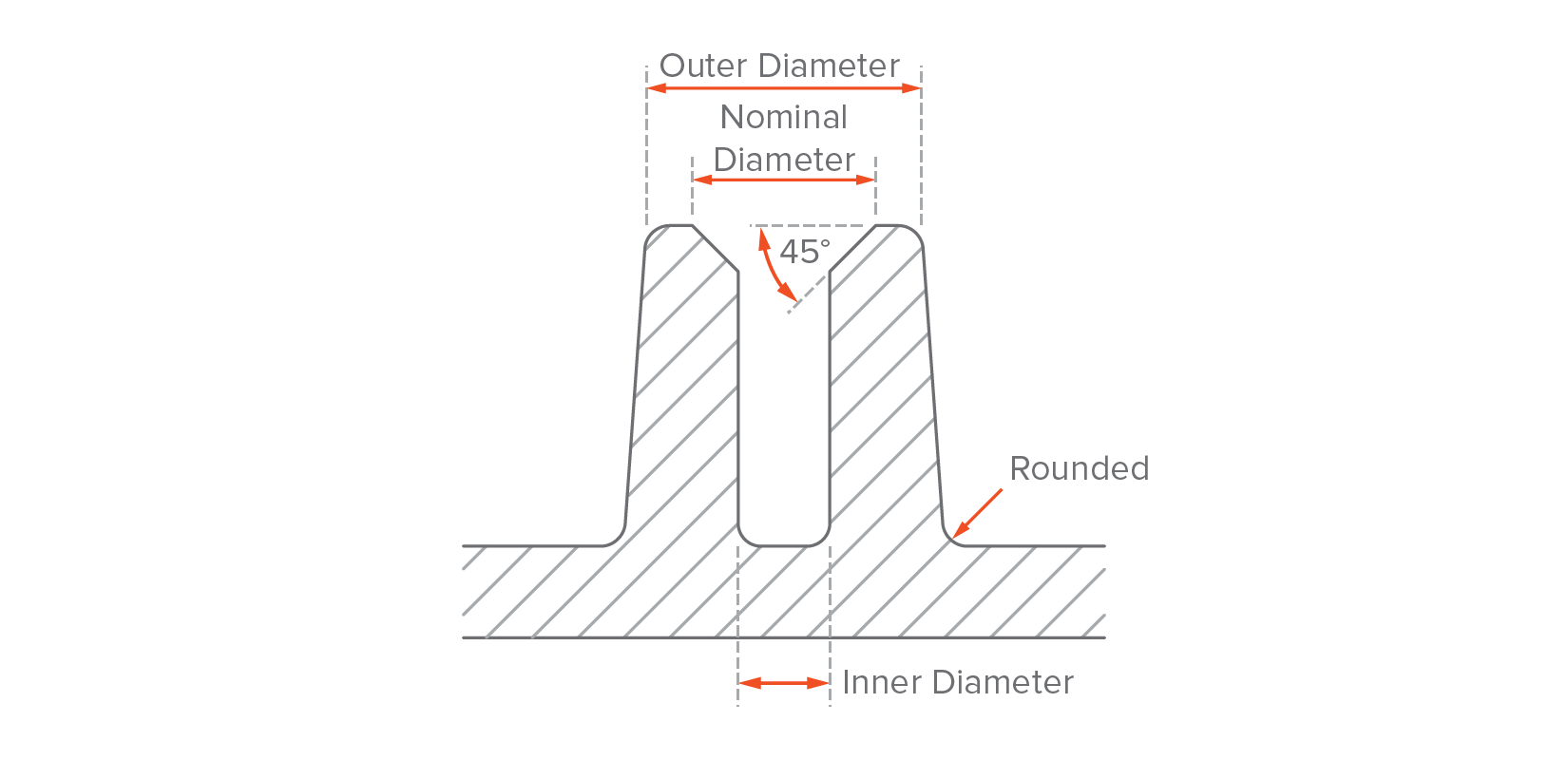
Wenn Vorsprünge als __Befestigungspunkte__ verwendet werden, sollte der Außendurchmesser des Vorsprungs doppelt so groß sein wie der Nenndurchmesser der Schraube oder des Einsatzes und sein Innendurchmesser gleich dem Durchmesser des Schraubenkerns. Das Loch des Vorsprungs sollte sich bis zur Ebene der Basiswand erstrecken, auch wenn nicht die volle Tiefe für die Montage benötigt wird, um eine __gleichmäßige Wandstärke__ im gesamten Feature zu erhalten. Fügen Sie eine Fase zum einfachen Einführen der Schraube oder des Einsatzes hinzu.
__Für beste Ergebnisse:__
Gewinde
Gewinde können direkt zur Formteilkonstruktion hinzugefügt werden, es werden dabei jedoch Hinterschneidungen eingeführt. Alternativ können Gewindeeinsätze verwendet werden.
Befolgen Sie folgende Leitlinien, wenn Sie Teile mit Gewinden konstruieren:
● Fügen Sie an den Kanten des Gewindes ein Relief von 0,8 mm hinzu
● Verwenden Sie ein Gewinde mit einer Steigung von mehr als 0,8 mm (32 Gewindegänge pro Zoll).
● Verwenden Sie vorzugsweise ein Gewinde mit Trapezform oder Sägezahnform.
So gehen Sie mit den erstellten Hinterschneidungen um:
● Ziehen Sie bei Innengewinden in Betracht, Hinterschneidungen zu entfernen
● Platzieren Sie Außengewinde entlang der Trennlinie

__Für beste Ergebnisse:__
Beste Art und Weise, mit den entstandenen Hinterschnitten umzugehen:
Rippen
Wenn selbst die maximale empfohlene Wandstärke nicht ausreicht, um die funktionalen Anforderungen eines Teils zu erfüllen, können Rippen verwendet werden, um dessen Steifigkeit zu erhöhen.
Bei der Gestaltung von Rippen gilt:
● Verwenden Sie eine Dicke von 0,5 × der Hauptwandstärke
● Definieren Sie eine Höhe, die kleiner als 3 × die Rippendicke ist
● Verwenden Sie eine Grundrundung mit einem Radius größer als ¼ × Rippendicke
● Fügen Sie einen Verzugswinkel von mindestens 0,25° - 0,5° hinzu
● Fügen Sie eine min. Abstand zwischen Rippen und Wänden von 4 × der Rippendicke ein

Schnappverbindungen
Schnappverbindungen sind eine kostengünstige und schnelle Möglichkeit, zwei Teile ohne Befestigungselemente oder Werkzeuge zu verbinden.
Bei der Gestaltung von Schnappverschlüssen für das Spritzgießen gilt:
● Fügen Sie den Seitenwänden des Schnappverschlusses einen Luftzug hinzu
● Verwenden Sie eine Dicke von 0,5 × Hauptwandstärke
● Passen Sie die Breite und Länge an, um die Durchbiegung und Kraft zu steuern
● Überlegen Sie, wie Sie mit der erstellten Hinterschneidung umgehen sollen
Detaillierte Richtlinien finden Sie in diesem Artikel vom MIT.
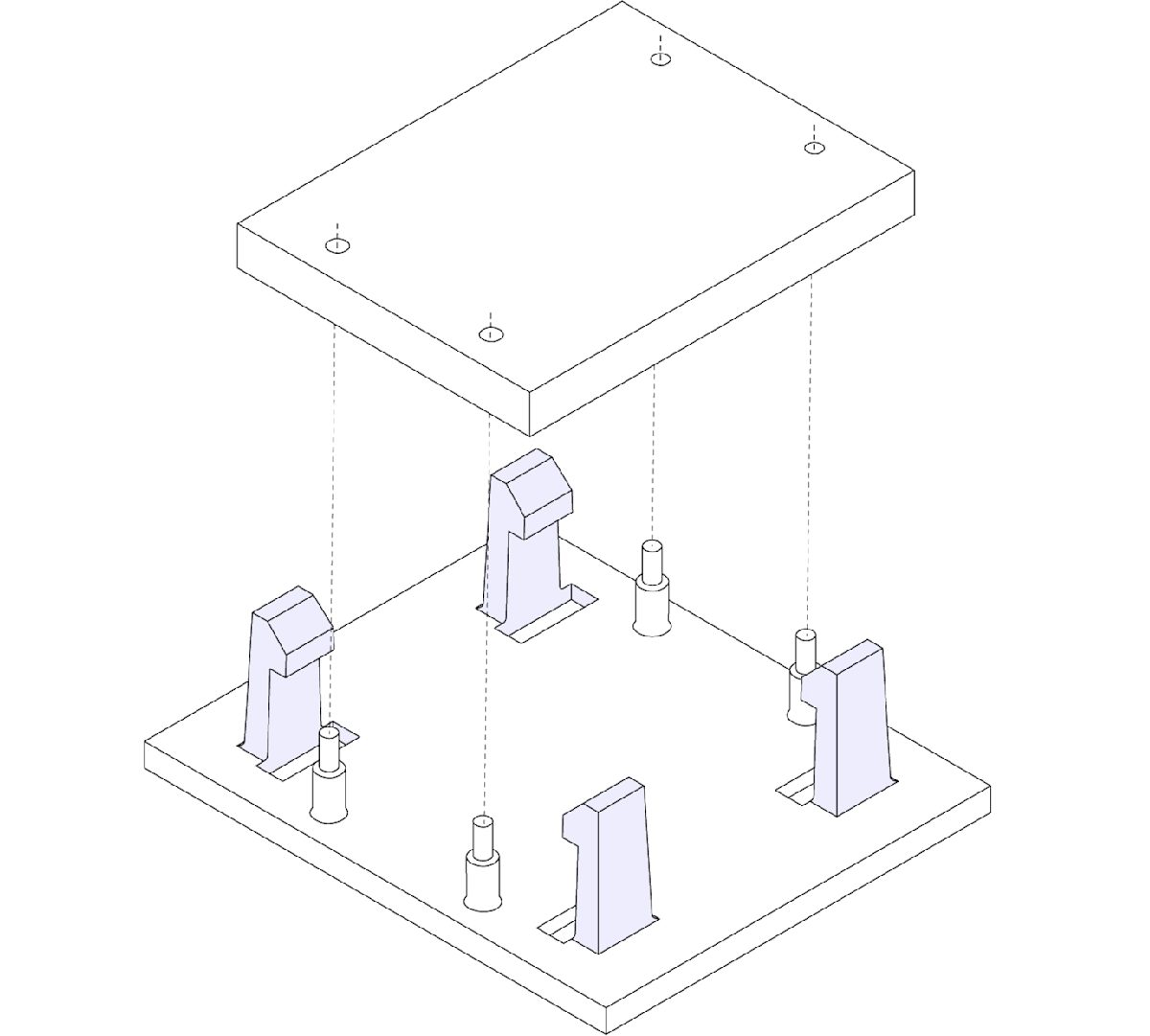
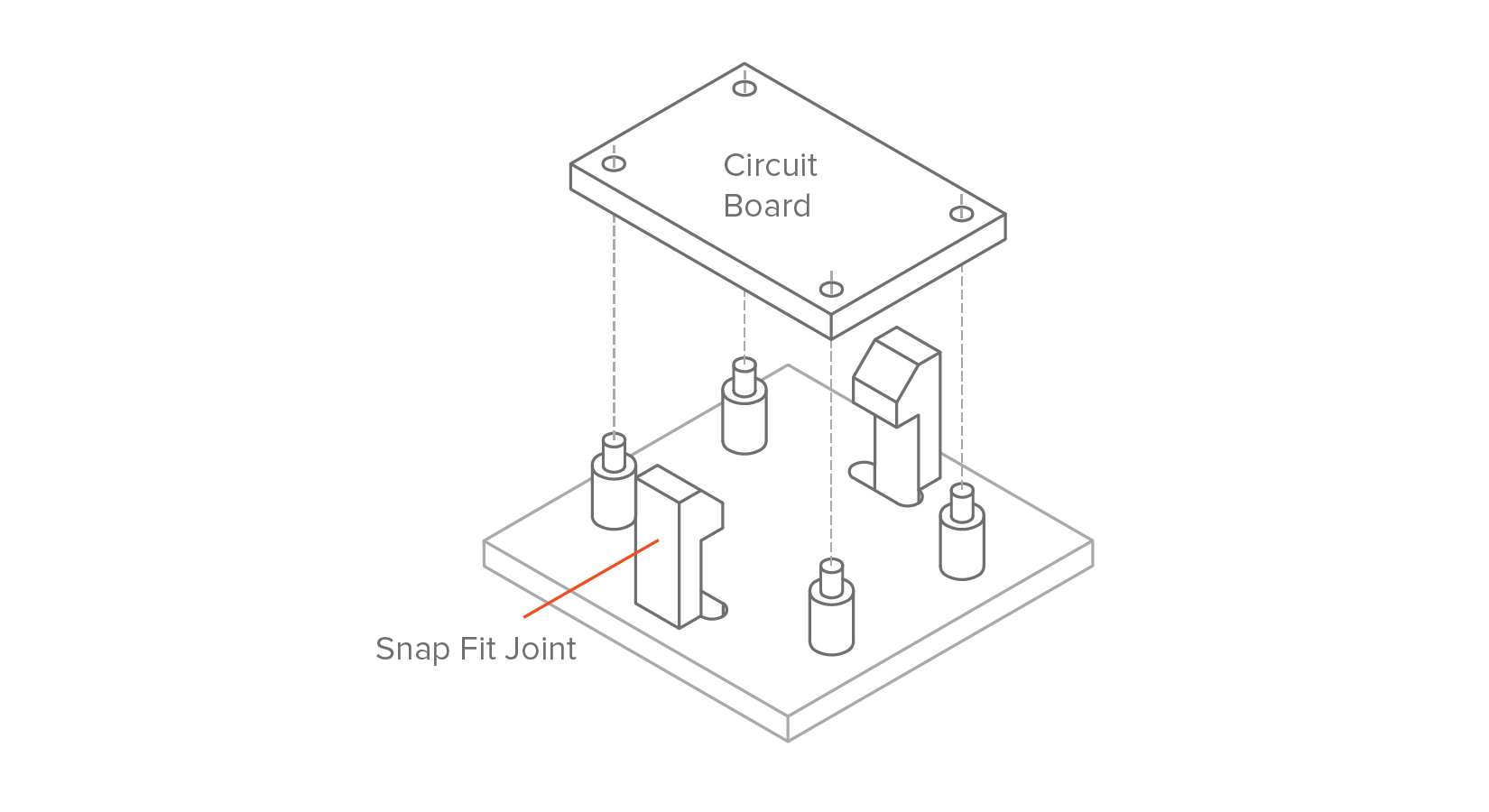
Im obigen Beispiel wird die gebräuchlichste Schnappverbindung (bekannt als __Kragarm-Schnappverbindung__) gezeigt. Wie bei den Rippen fügen Sie Ihren Schnappverbindungen einen Zugwinkel hinzu und verwenden eine Mindestdicke von 0,5x der Wandstärke.
Spezifische Richtlinien für die Konstruktion von Schnappverbindungen ist ein großes Thema, das den Rahmen dieses Artikels sprengt. Ausführlichere Informationen finden Sie in diesem Artikel von MIT.
Für beste Ergebnisse:
Folienscharniere
Folienscharniere sind dünne Kunststoffabschnitte, die zwei Segmente eines Teils verbinden und gebogen und geklappt werden können.
Im Folgenden finden Sie einige Tipps zum Entwerfen eines Folienscharniers:
● Wählen Sie ein flexibles Material (zum Beispiel PP, PE oder Nylon)
● Entwerfen Sie die Scharniere mit einer Dicke zwischen 0,20 und 0,35 mm
● Verwenden Sie Schultern mit einer Dicke, die der Dicke der Hauptwand entspricht
● Fügen Sie so große Füllungen wie möglich hinzu

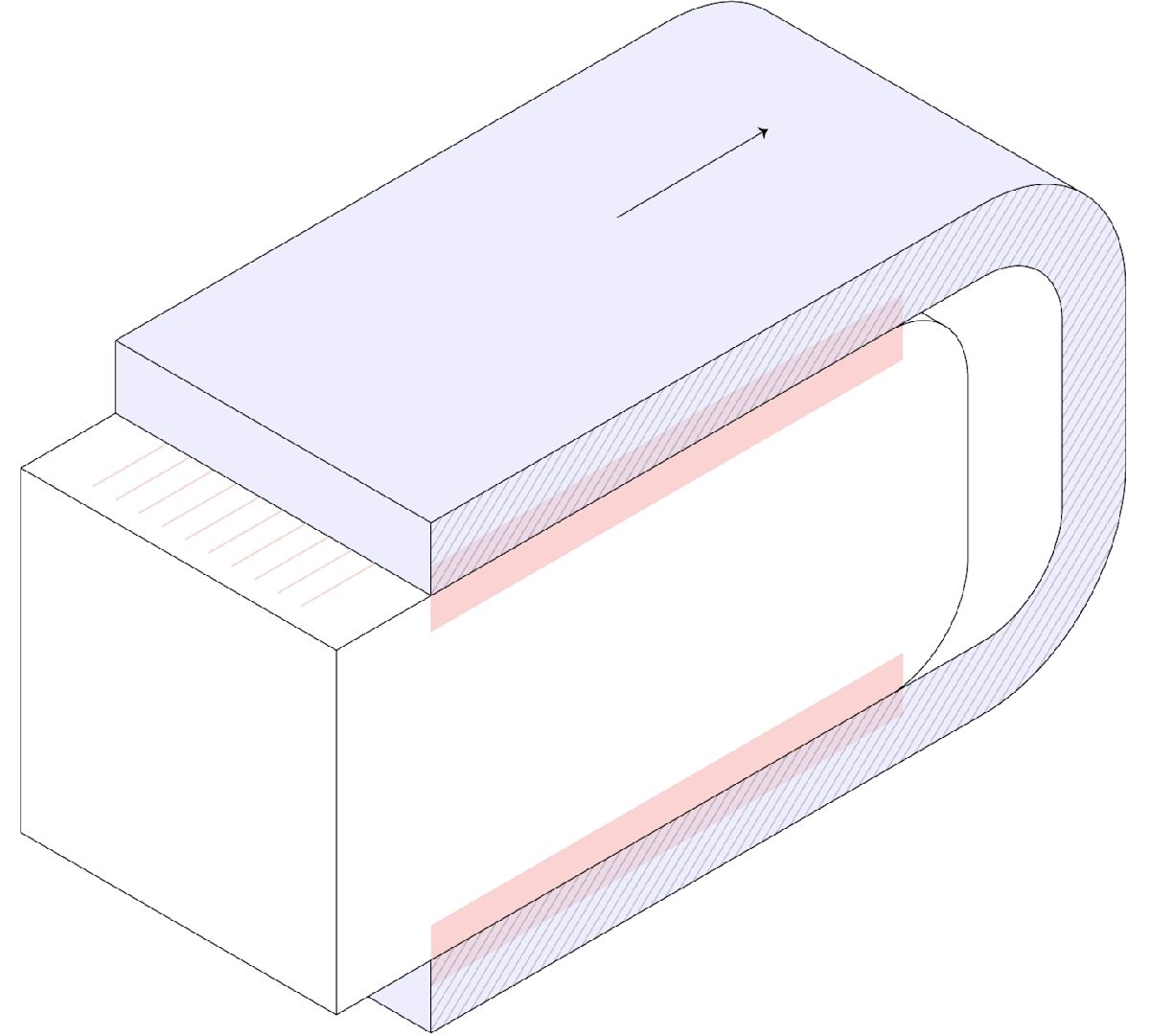
A well-designed hinge is shown below. The recommended minimum thickness of the hinge ranges between 0.20 and 0.35 mm, with higher thicknesses resulting in more durable, but stiffer, parts.
{{img}}
*Example of a living hinge (left) and recommended design dimensions for PP or PE (right)*
Before going to full-scale production, prototype your living hinges using
CNC machining or
3D printing to determine the geometry and stiffness that best fits your application. Add generous fillets and design shoulders with a uniform wall thickness as the main body of the part to improve the material flow in the mold and minimize the stresses. Divide hinges longer than 150 mm in two (or more) to improve lifetime.
For detailed guidelines, please refer to this MIT guide.
For best results:
-
Design hinges with a thickness between 0.20 and 0.35 mm
-
Select a flexible material (PP, PE or PA) for parts with living hinges
-
Use shoulders with a thickness equal the thickness of the main wall
-
Add fillets as large as possible
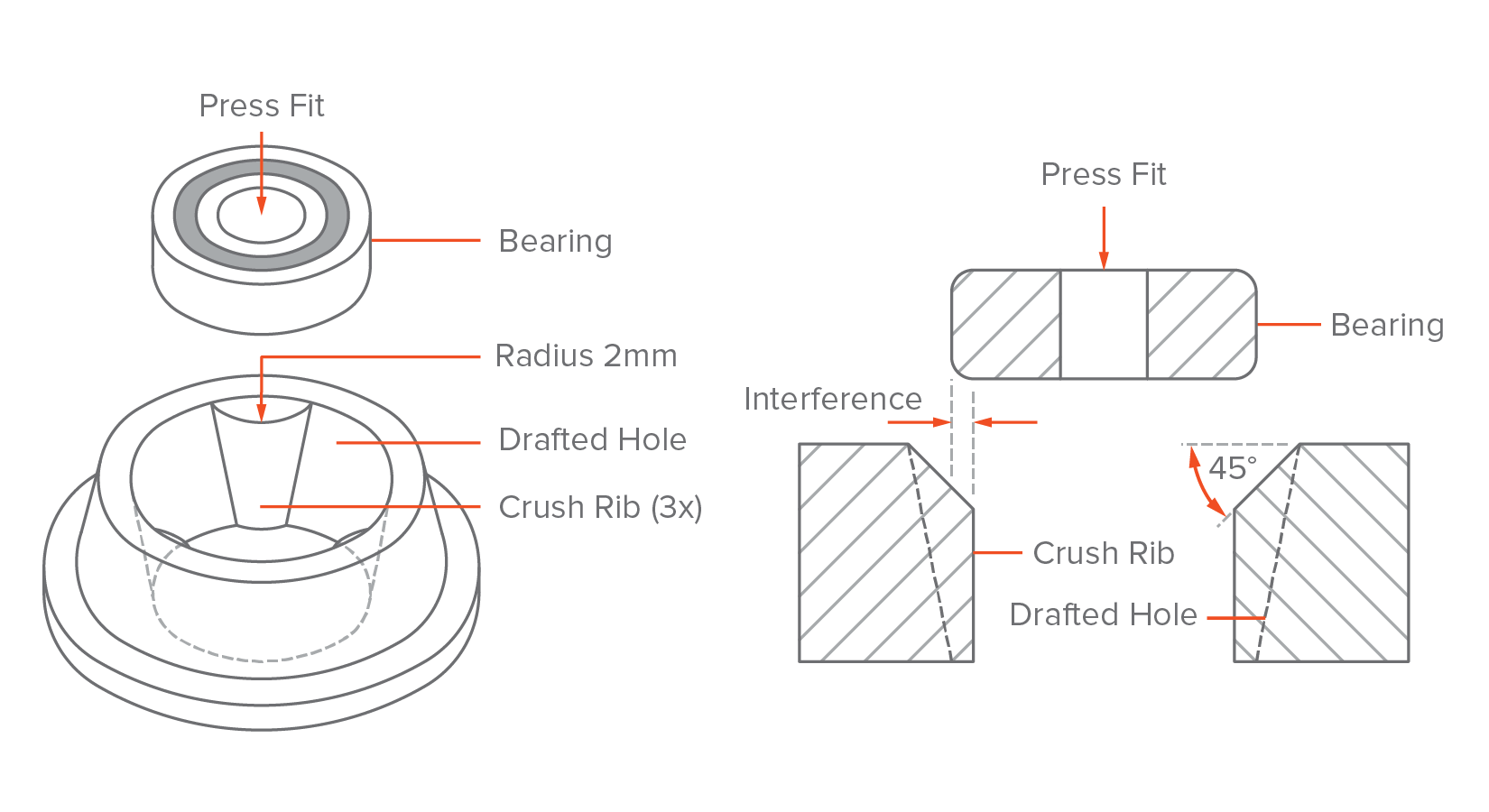
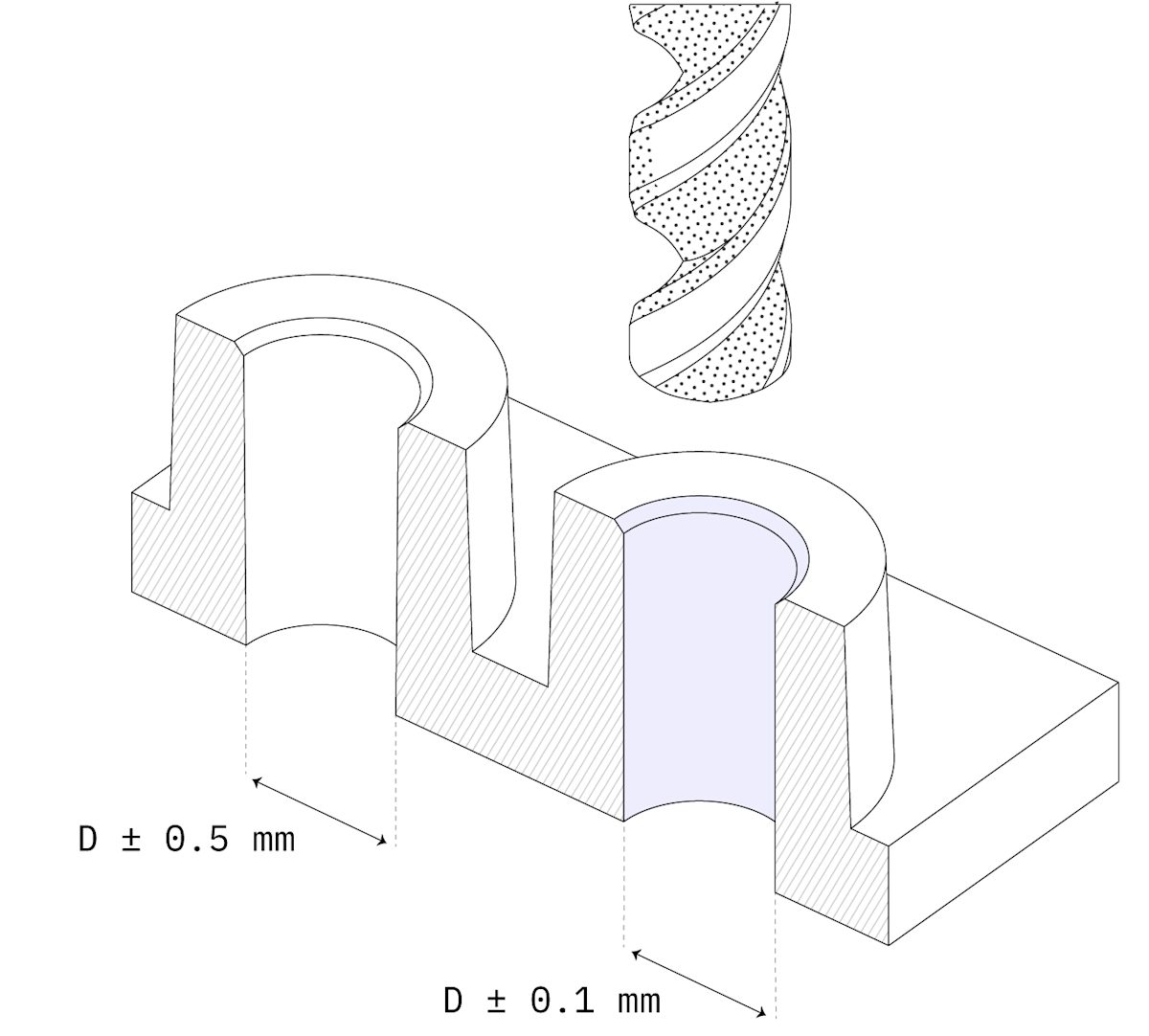
Quetschrippen
Quetschrippen verformen sich und erzeugen Reibung zwischen dem Teil und dem eingesetzten Bauteil, wodurch es an seinem Platz gesichert wird.
Sie sind eine schnelle und kostengünstige Methode, um Lager oder andere Einsätze in Ihre Konstruktionen einzubauen. Verwenden Sie für High-End-Anwendungen stattdessen eine Presspassung.
Beim Entwerfen von Quetschrippen gilt:
● Verwenden Sie drei kreisförmige Rippen mit einem Radius von 2 mm
● Fügen Sie eine minimale Überlappung von 0,25 mm zwischen Rippe und Einsatz hinzu
● Fügen Sie dem Loch einen Luftzug hinzu, verziehen Sie jedoch nicht die Rippen

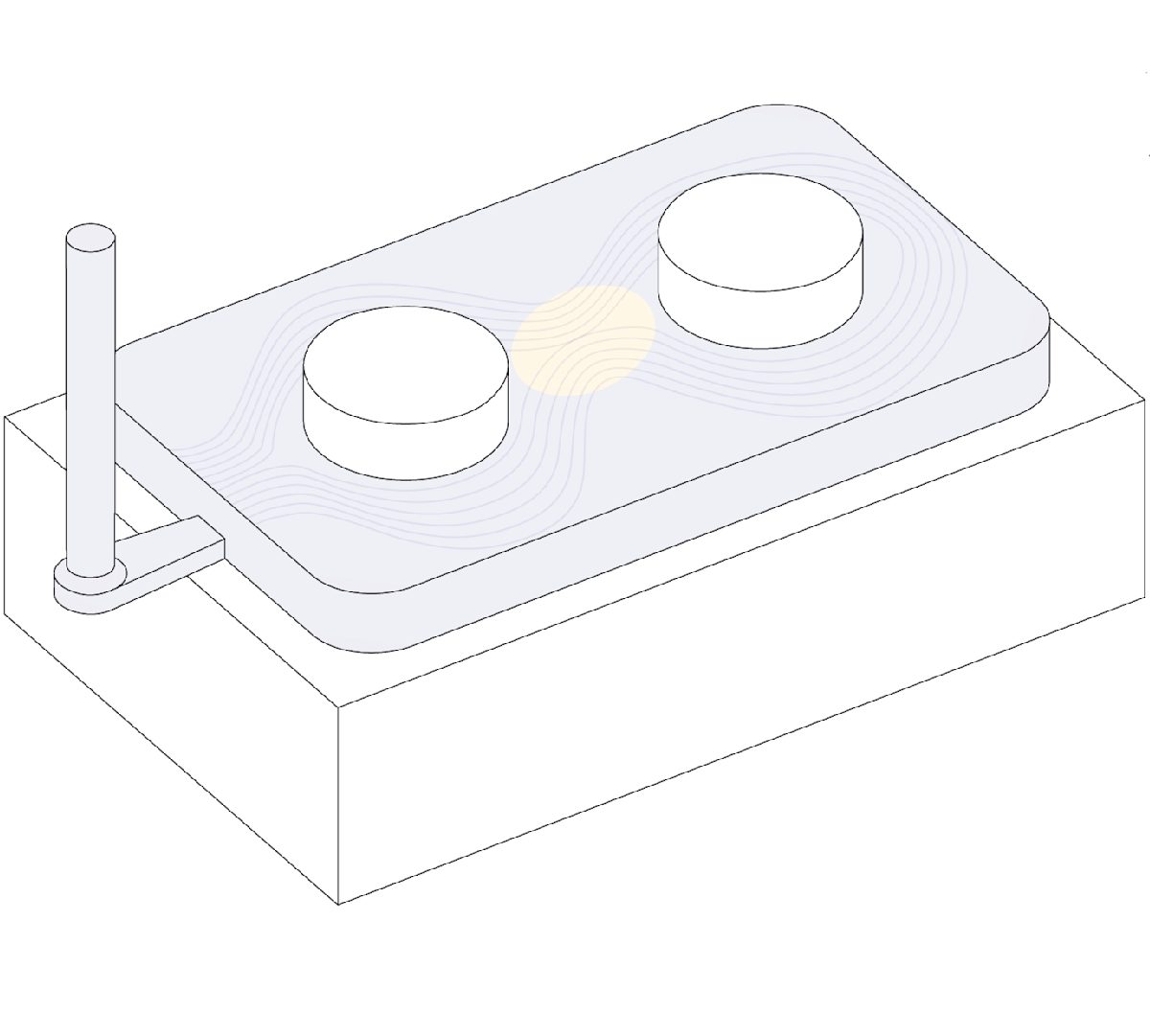
Ein Beispiel für ein Teil mit Quetschrippen ist unten dargestellt. Die Verwendung von drei Quetschrippen wird empfohlen, um eine gute Ausrichtung zu gewährleisten. Die empfohlene Höhe/Radius für jede Rippe beträgt 2 mm. Fügen Sie ein Mindestübermaß von 0,25 mm zwischen der Quetschrippe und dem eingebauten Teil hinzu. Wegen des geringen Oberflächenkontakts mit der Form können Quetschrippen ohne einen Entformungswinkel entworfen werden.
__Für beste Ergebnisse:__
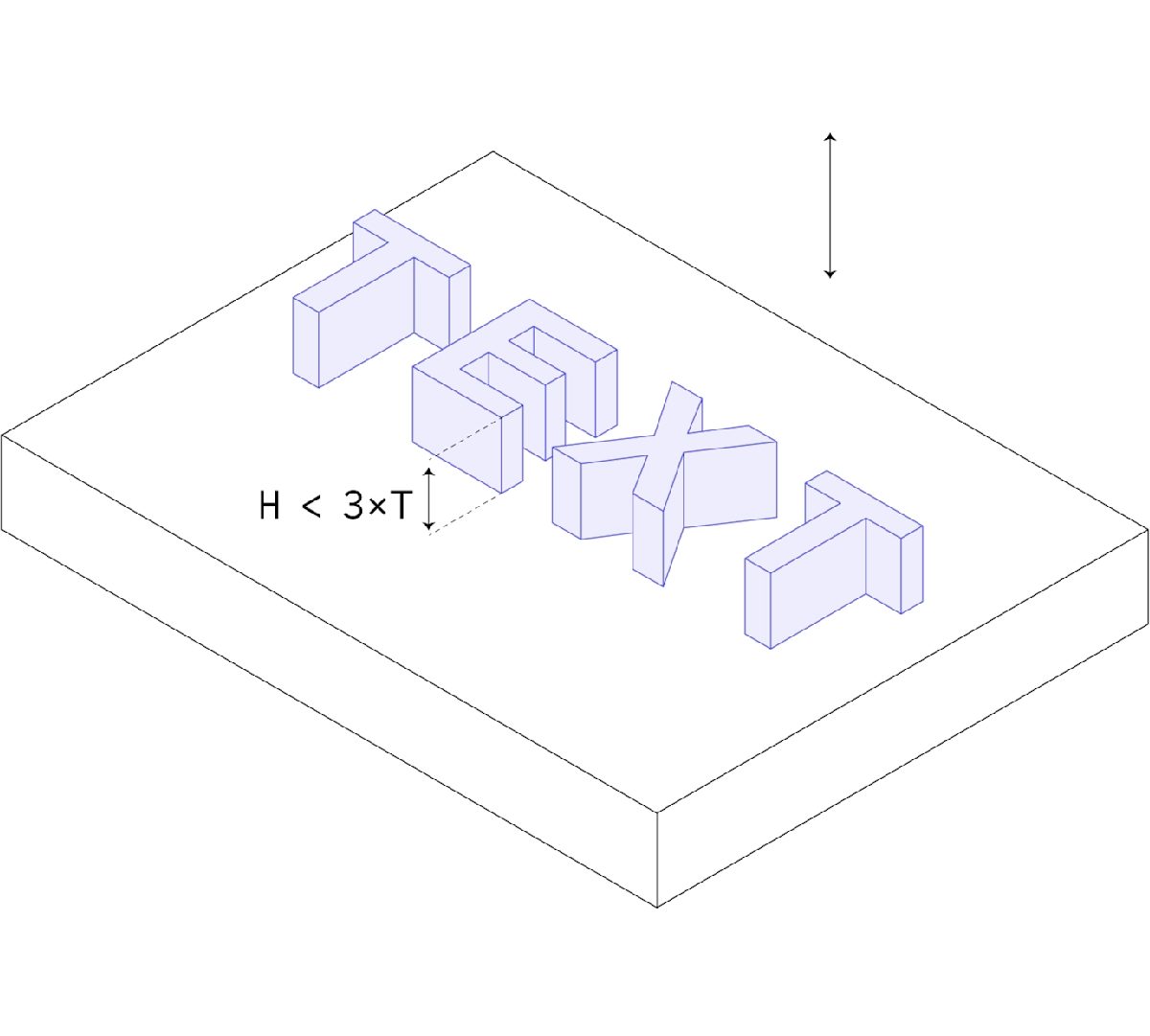
Schrift und Symbole
Text, Logos und andere Symbole können auf der Oberfläche von Spritzgussteilen eingraviert oder geprägt werden.
Hier einige Tipps zum Hinzufügen von Text:
● Prägen ist besser Gravieren
● Richten Sie den Text senkrecht zur Trennlinie aus
● Verwenden Sie eine Höhe (oder Tiefe) von mehr als 0,5 mm
● Verwenden Sie eine Schrift mit einheitlicher Schriftstärke
● Die Schriftgröße sollte mindestens 20 Punkte betragen
Für beste Ergebnisse:
Toleranzen
Das Spritzgießen erzeugt typischerweise Teile mit Toleranzen von ± 0,500 mm.
Engere Toleranzen sind unter bestimmten Umständen möglich (bis zu ± 0,125 mm - und sogar ± 0,025 mm), erhöhen jedoch die Kosten drastisch.
Bei kleinen Serien (< 10.000 Teile) sollten Sie eine zweite Operation (z. B. Bohren) in Betracht ziehen, um die Genauigkeit zu verbessern. Dies stellt die korrekte Interaktion des Teils mit anderen Bauteilen oder Einsätzen sicher (z. B. bei Verwendung von Presspassungen).
Designregeln für das Spritzgießen
Lassen Sie uns sehen, wie diese Prozessbeschränkungen in umsetzbare Gestaltungsrichtlinien umgesetzt werden können.
In den folgenden Abschnitten fassen wir die wichtigsten Designregeln für die Konstruktion von Spritzgussteilen sowie Tipps zur korrekten Konstruktion der häufigsten Merkmale von Spritzgussteilen zusammen.
Lesen Sie die vollständigen Gestaltungsleitlinien für Spritzguss →
Verwenden Sie eine konstante Wandstärke
Empfohlene Dicke: 1 mm und 3 mm
Konstruieren Sie Teile immer mit der kleinstmöglichen (und konstanten) Wandstärke, um Verwerfungen und Einsenkungen zu vermeiden.
Wenn dickere Querschnitte erforderlich sind, höhlen Sie diese aus und versteifen Sie diese stattdessen mit Rippen (#common-design-features). Beachten Sie, dass jede Erhöhung der Wandstärke um 10% zu einer Erhöhung der Steifigkeit um ca. 30% führt.
Siehe Empfehlungen für materialspezifische Wandstärken →

Eine Wanddicke zwischen 1,2 mm und 3 mm ist ein sicherer Wert für die meisten Materialien. Die nächste Tabelle fasst spezifische __empfohlene Wanddicken__ für einige der gebräuchlichsten Spritzgussmaterialien zusammen:
| Material | Empfohlene Wandstärke [mm] | Empfohlene Wandstärke [inches] |
|---|---|---|
| Polypropylene (PP) | 0.8 - 3.8 mm | 0.03'' - 0.15'' |
| ABS | 1.2 - 3.5 mm | 0.045'' - 0.14'' |
| Polyethylene (PE) | 0.8 - 3.0 mm | 0.03'' - 0.12'' |
| Polystyrene (PS) | 1.0 - 4.0 mm | 0.04'' - 0.155'' |
| Polyurethane (PUR) | 2.0 - 20.0 mm | 0.08'' - 0.785'' |
| Nylon (PA 6) | 0.8 - 3.0 mm | 0.03'' - 0.12'' |
| Polycarbonate (PC) | 1.0 - 4.0 mm | 0.04'' - 0.16'' |
| PC/ABS | 1.2 - 3.5 mm | 0.045'' - 0.14'' |
| POM (Delrin) | 0.8 - 3.0 mm | 0.03'' - 0.12'' |
| PEEK | 1.0 - 3.0 mm | 0.04'' - 0.12'' |
| Silikon | 1.0 - 10.0 mm | 0.04'' - 0.40'' |
Für beste Ergebnisse:_
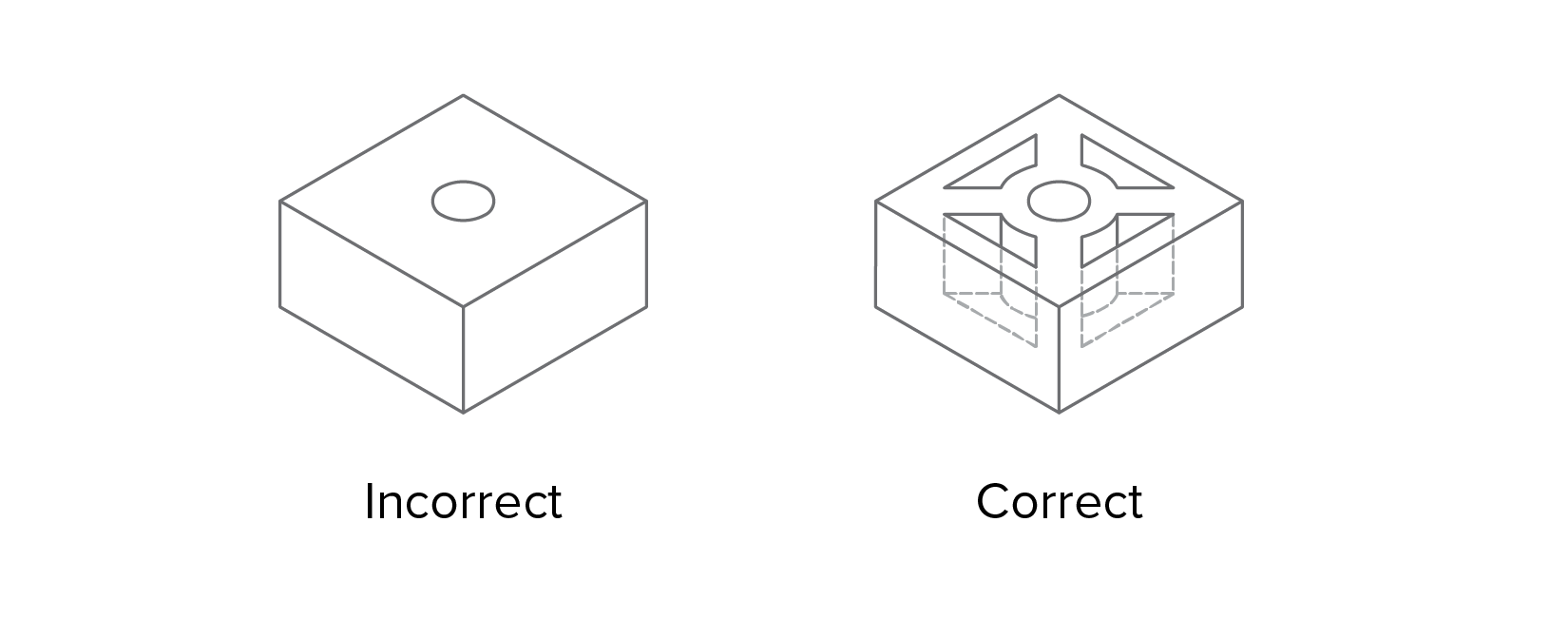
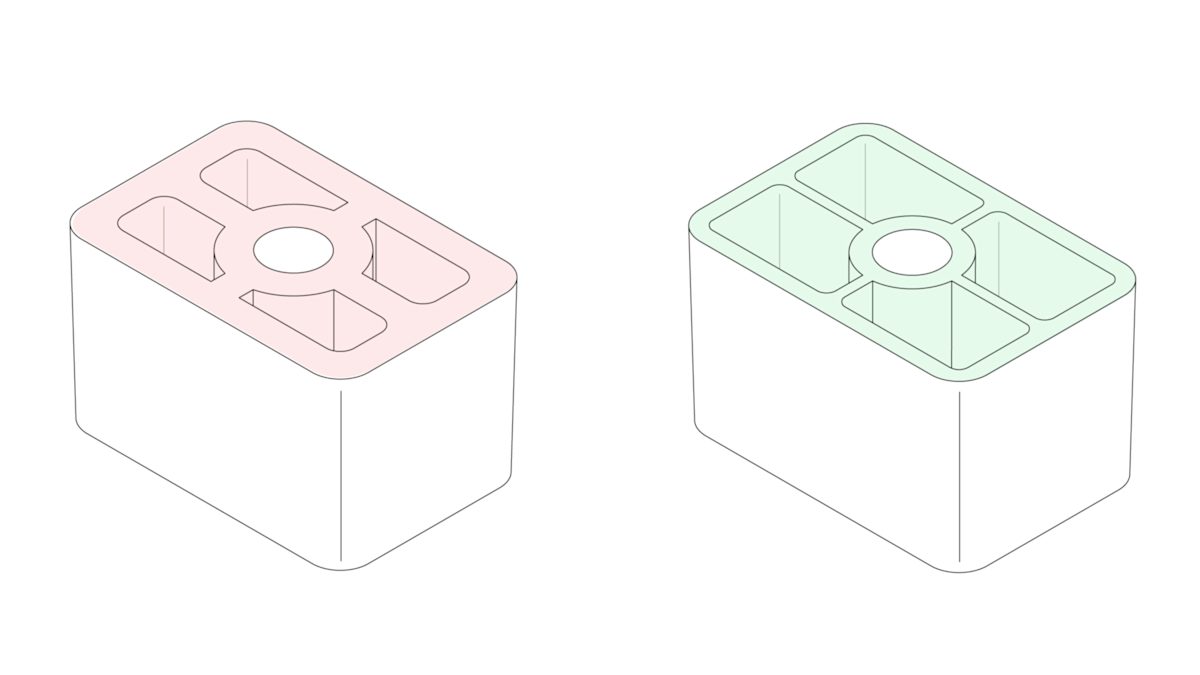
Dickere Abschnitte aushöhlen
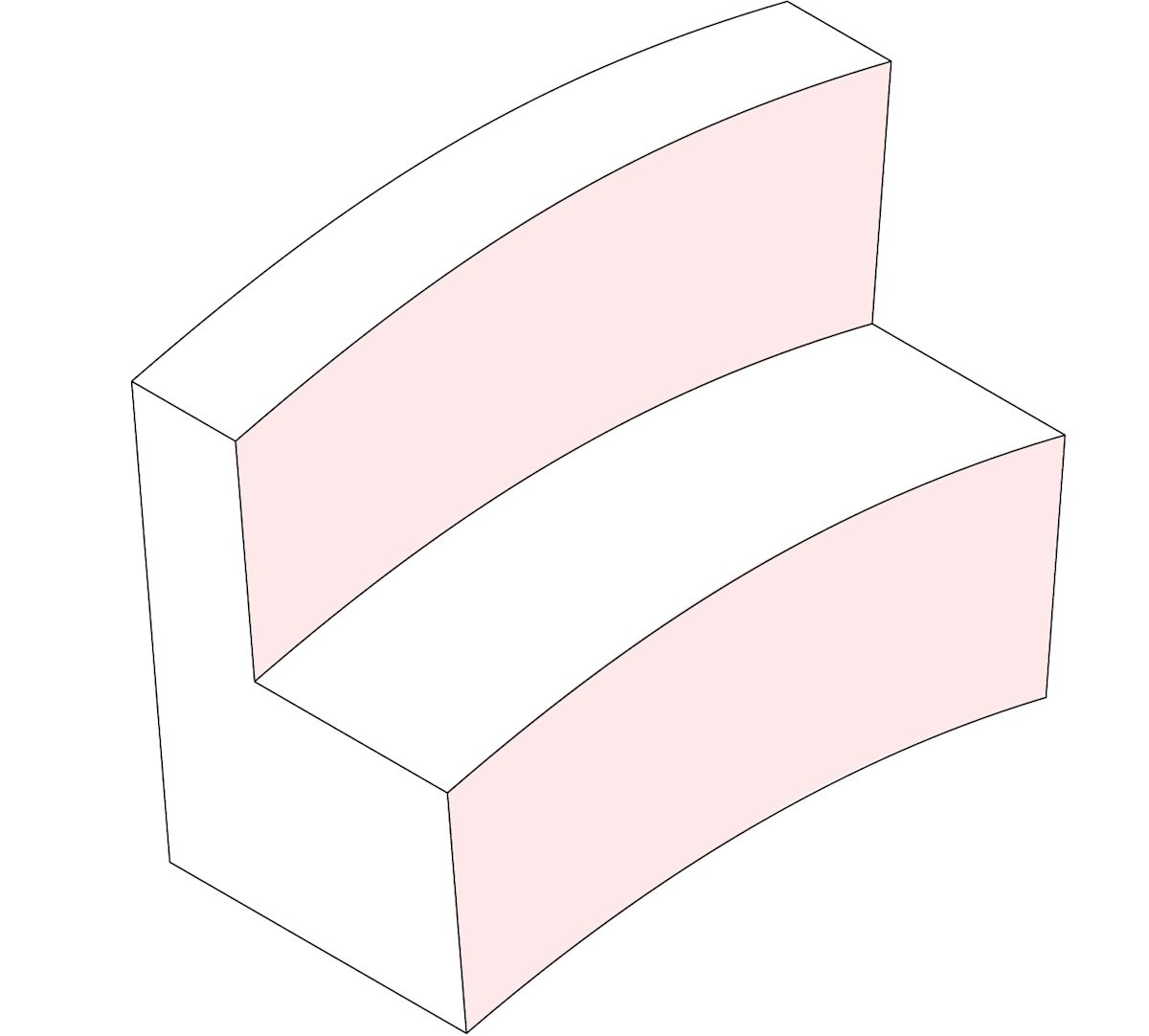
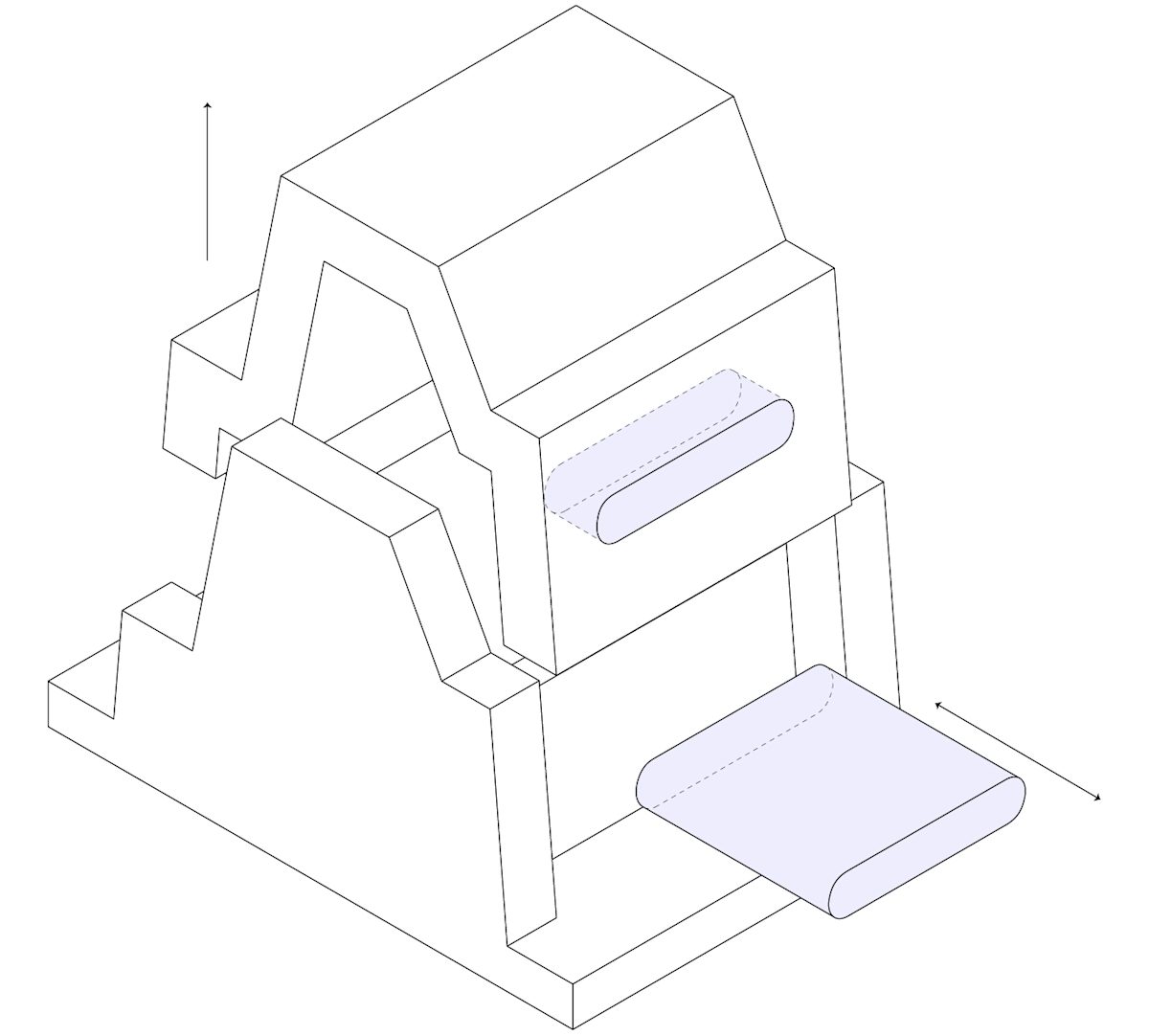
Dicke Abschnitte können zu verschiedenen Defekten führen, einschließlich Verziehen und Absinken. Es ist wichtig, die maximale Dicke eines beliebigen Abschnitts Ihres Entwurfs auf die empfohlenen Werte zu beschränken, indem Sie ihn hohl machen.
Um die Festigkeit von Hohlprofilen zu verbessern, verwenden Sie Rippen, um Strukturen mit gleicher Festigkeit und Steifigkeit, aber reduzierter Wanddicke zu entwerfen. Ein gut konstruiertes Teil mit Hohlprofilen ist unten dargestellt:
<
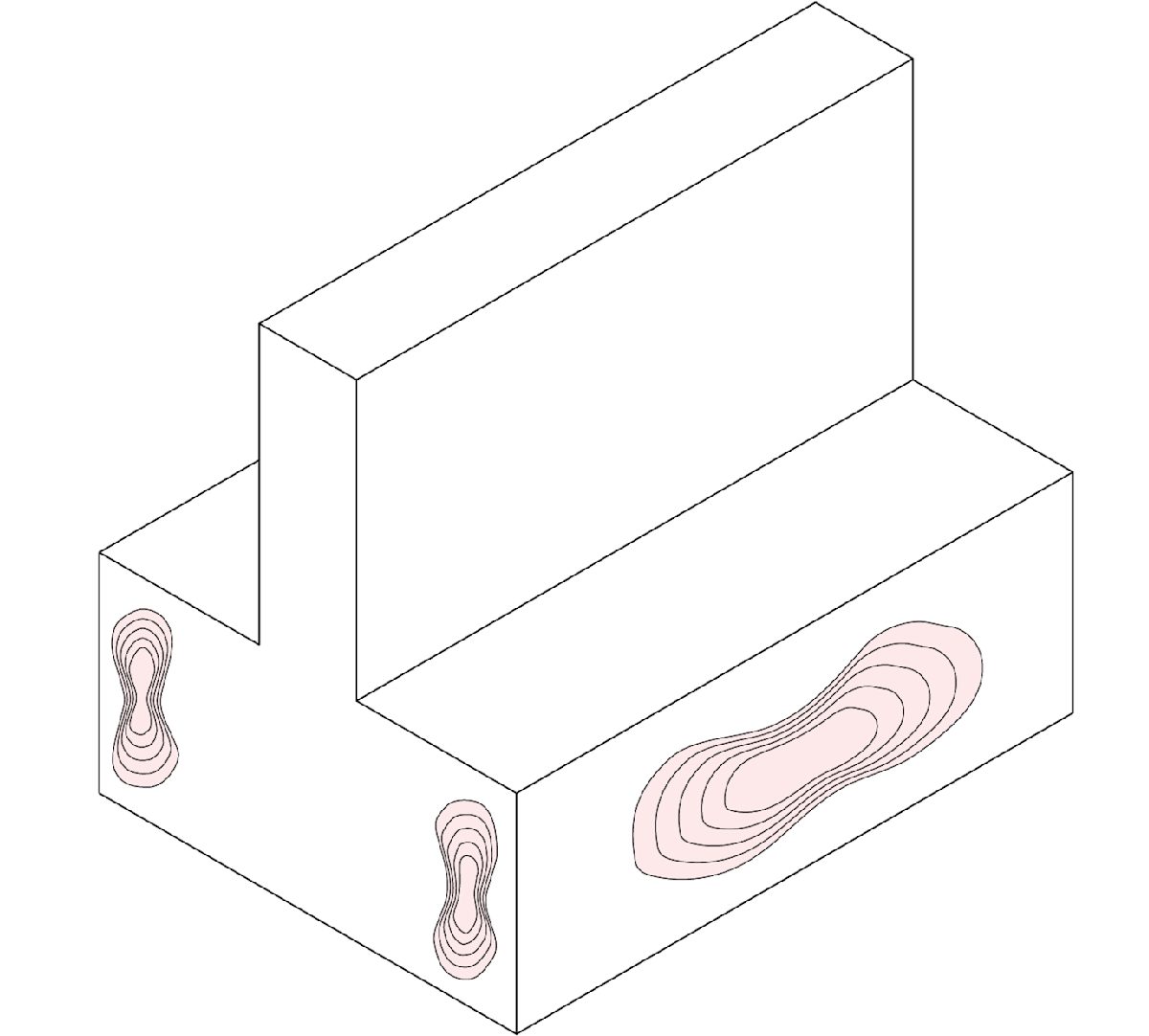
Rippen können auch verwendet werden, um die Steifigkeit __horizontaler Abschnitte__ zu verbessern, ohne ihre Dicke zu erhöhen. Beachten Sie jedoch, dass die Wanddickenbeschränkungen weiterhin gelten. Das Überschreiten der empfohlenen Rippendicke (siehe unten) kann zu Einfallstellen führen.
<
Für beste Ergebnisse:
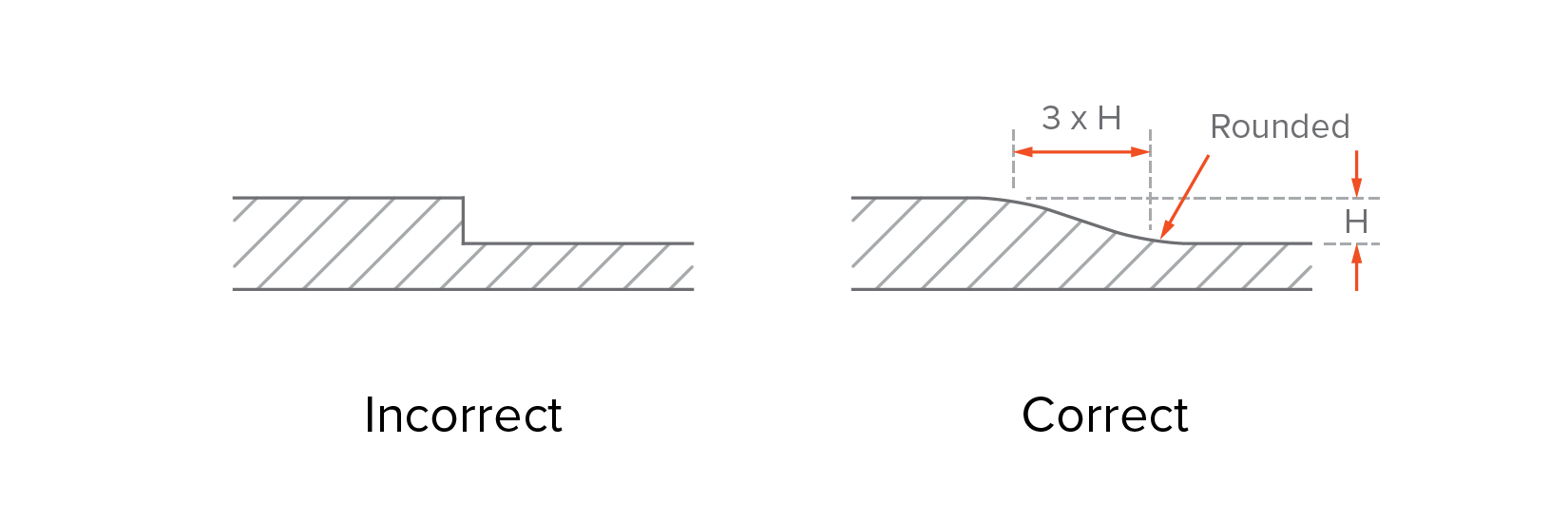
Glatte Übergänge hinzufügen
Empfohlen: 3 × Wandstärkendifferenz
Manchmal lassen sich Querschnitte mit unterschiedlichen Wandstärken nicht vermeiden. Verwenden Sie in diesen Fällen eine Fase oder Verrundung, um den Übergang so glatt wie möglich zu gestalten.
Ebenso muss die Basis vertikaler Merkmale (wie Rippen, Vorsprünge, Schnappverschlüsse) immer abgerundet sein.
Alle Kanten abrunden
Innenkanten:> 0,5 × Wandstärke
Außenkanten: Innenkante + Wandstärke
Die Regel der konstanten Wandstärke muss auch auf die Ecken des Teils angewendet werden. Fügen Sie an allen Innen- und Außenkanten eine Verrundung mit einem möglichst großen Radius hinzu.

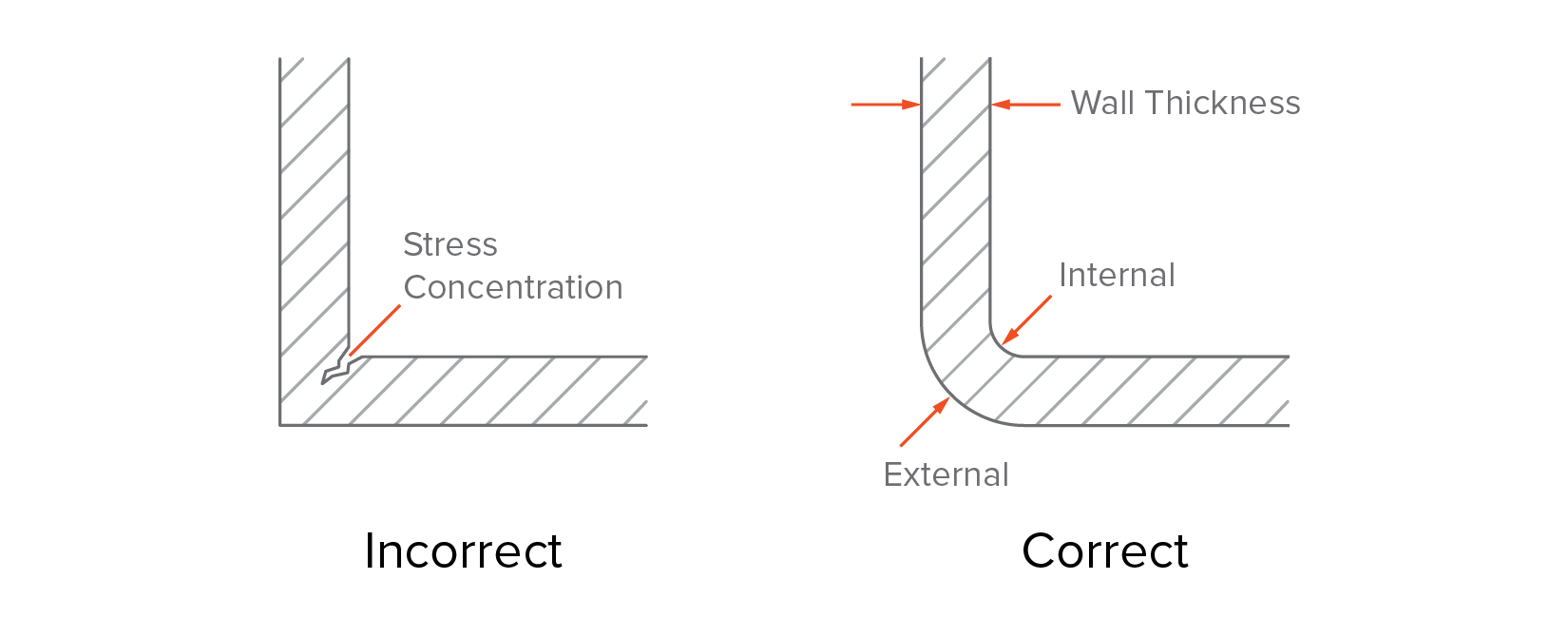
<center>*Fügen Sie breite Radien an allen Kanten hinzu, um eine gleichmäßige Wandstärke zu erhalten und Fehler zu vermeiden*</center>
Für beste Ergebnisse:
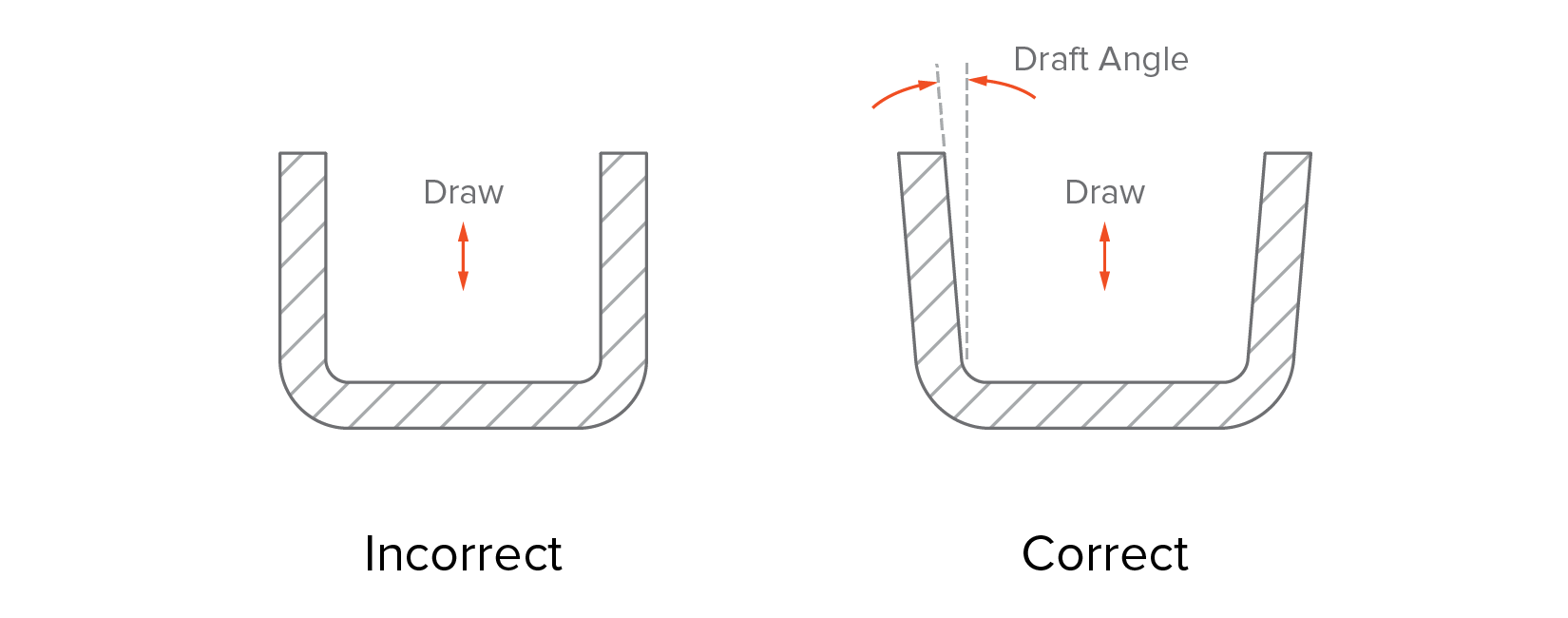
Entformungswinkel hinzufügen
Empfohlenes Minimum:> 2°
Fügen Sie allen vertikalen Wänden einen Entformungswinkel hinzu, um das Auswerfen des Teils zu erleichtern und Zugspuren zu vermeiden. Wenn sie einem funktionalen Zweck dienen, können die Außenwände unbearbeitet bleiben (siehe Legosteine).
Erhöhen Sie den Entformungswinkel in den folgenden Fällen über den empfohlenen Wert:
● Erhöhen Sie ihn bei Teilen, die größer als 50 mm sind, alle 25 mm um 1°
● Erhöhen Sie den Entformungswinkel für strukturierte Teile um 1° -2°

Eine gute Faustregel ist es, den Entformungswinkel um einen Grad pro 25 mm zu erhöhen. Fügen Sie zum Beispiel einen Entformungswinkel von 3o Grad zu einem 75 mm hohen Feature hinzu. Ein größerer Entformungswinkel sollte verwendet werden, wenn das Teil eine texturierte Oberfläche hat. Als Faustregel gilt: Fügen Sie zu den Ergebnissen der obigen Berechnungen 1 o bis 2 o Grad hinzu.
«br>
Denken Sie daran, dass auch für Rippen Zugwinkel erforderlich sind. Beachten Sie jedoch, dass durch das Hinzufügen eines Winkels die Dicke der Rippenoberseite reduziert wird. Stellen Sie also sicher, dass Ihr Entwurf die empfohlene Mindestwandstärke einhält.
__Für beste Ergebnisse:__
Part 3
Kunststoff Spritzguss: Materialien
Spritzguss ist mit einer Vielzahl von Kunststoffen möglich. In diesem Abschnitt erfahren Sie mehr über die wichtigsten Eigenschaften der beliebtesten Materialien. Wir gehen auch auf die Standardoberflächen ein, die für Spritzgussteile verwendet werden können.
Spritzgussmaterialien
Alle Thermoplaste können spritzgegossen werden. Einige Duroplaste und Flüssigsilikone sind ebenfalls für das Spritzgussverfahren geeignet.
Sie können auch mit Fasern, Kautschukpartikeln, Mineralien oder Flammschutzmitteln vermischt werden, um ihre physikalischen Eigenschaften zu ändern. Zum Beispiel kann Glasfaser mit den Pellets in Verhältnissen von 10%, 15% oder 30% gemischt werden, was zu Teilen mit höherer Steifheit führt.
Ein Additiv, das üblicherweise verwendet wird, um die Steifigkeit der Spritzgussteile zu verbessern, ist Glasfaser. Die Glasfasern können in einem Verhältnis von 10%, 15% oder 30% mit dem Granulat gemischt werden, wodurch sich unterschiedliche mechanische Eigenschaften ergeben.
«br>
Farbstoff kann der Mischung hinzugefügt werden (in einem Verhältnis von etwa 3%), um eine große Vielfalt an farbigen Teilen zu erzeugen. Zu den Standardfarben gehören Rot, Grün, Gelb, Blau, Schwarz und Weiß, und sie können gemischt werden, um verschiedene Schattierungen zu erzeugen.
Oberflächen- und SPI-Standards
Spritzgussteile werden in der Regel nicht nachbearbeitet, sondern die Form selbst kann unterschiedlich endbearbeitet werden.
Auf diese Weise können ästhetische Anforderungen (z. B. eine spiegelglatte oder matte Oberfläche) oder technische Anforderungen (z. B. spezifische Oberflächenrauheit oder Toleranzen) erfüllt werden.
Die Society of Plastics Industry (SPI) hat verschiedene Standardveredelungsverfahren eingeführt, die zu unterschiedlichen Oberflächenveredelungen von Teilen führen.
| Oberfläche | Beschreibung | Anwendung |
|---|---|---|
| Glänzende Oberfläche SPI-Standard: A-1, A-2, A-3 |
Die Form wird geglättet und anschließend mit einem Diamantschliff poliert, wodurch Teile mit einer spiegelnden Oberfläche erhalten werden. | Geeignet für Teile, die für kosmetische oder funktionelle Zwecke die glatteste Oberfläche benötigen (Ra <0,10 μm) |
| Halbglänzende Oberfläche SPI-Standard: B-1, B-2, B-3 |
Die Form wird mit feinkörnigem Schleifpapier geglättet, wodurch Teile mit einer feinen Oberflächenbeschaffenheit erhalten werden. | Geeignet für Teile, die ein gutes optisches Erscheinungsbild, aber keinen Hochglanz erfordern. |
| Matte Oberfläche SPI-Standard: C-1, C-2, C-3 |
Die Form wird mit feinem Steinpulver geglättet, wobei alle Bearbeitungsspuren entfernt werden. | Geeignet für Teile mit geringen ästhetischen Anforderungen, aber wenn Bearbeitungsspuren nicht akzeptabel sind. |
| Texturierte Oberfläche SPI-Standard: D-1, D-2, D-3 |
Die Form wird zuerst mit feinem Steinpulver geglättet und dann sandgestrahlt, wodurch eine strukturierte Oberfläche entsteht. | Geeignet für Teile, die eine seidenmatte oder matt strukturierte Oberfläche benötigen. |
| Oberfläche ab Maschine | Die Form wird nach Ermessen des Maschinenführers fertiggestellt. Werkzeugspuren können sichtbar sein. | Geeignet für nicht kosmetische, industrielle Teile oder versteckte Komponenten. |
Part 4
Kostensenkungstipps
Erfahren Sie mehr über die wichtigsten Kostentreiber beim Spritzgießen und drei umsetzbare Designtipps, mit denen Sie die Kosten senken und Ihr Projekt im Rahmen Ihres Budgets halten können.
Kostentreiber im Spritzguss
Die Hauptkostentreiber im Spritzguss sind:
- Werkzeugkosten bestimmt durch die Gesamtkosten für Entwurf und Bearbeiten des Formwerkzeugs
- Materialkosten bestimmt durch das Volumen des verwendeten Materials und dessen Preis pro Kilogramm
- Produktionskosten richten sich nach der Gesamtbetriebszeit der Spritzgießmaschine
Die Werkzeugkosten sind konstant (von 3.000 bis 5.000 USD) und unabhängig von der Gesamtzahl der hergestellten Teile, während die Material- und Produktionskosten vom Produktionsvolumen abhängen.
Bei kleineren Produktionsserien (1.000 bis 10.000 Stück) haben die Werkzeugkosten den größten Einfluss auf die Gesamtkosten (ca. 50-70%). Es lohnt sich also, Ihr Design entsprechend zu ändern, um den Herstellungsprozess der Form zu vereinfachen (und damit die Kosten zu senken).
Bei größeren Stückzahlen bis zur Großserienproduktion (10.000 bis über 100.000 Stück) wird der Beitrag der Werkzeugkosten zu den Gesamtkosten durch die Material- und Produktionskosten übertroffen. Ihr Hauptanliegen bei der Entwicklung sollte es daher sein, sowohl das Volumen als auch die Zeit des Spritzgusszyklus‘ zu minimieren.
Hier haben wir einige Tipps zusammengestellt, mit denen Sie die Kosten Ihres Spritzgussprojekts minimieren können.
Tipp 1: Halten Sie sich an die gerade Ziehform

Seitenkerne und andere Mechanismen in der Form können die Werkzeugkosten schnell um 15% bis 30% erhöhen. Dies entspricht einem zusätzlichen Mindestaufwand für die Werkzeuge von ca. 1.000 bis 1.500 US-Dollar.
In einem früheren Abschnitt haben wir Möglichkeiten untersucht, mit Hinterschneidungen umzugehen. Um Ihr Produktionsbudget einzuhalten, sollten Sie keine Seitenkerne und andere Mechanismen verwenden, es sei denn, dies ist unbedingt erforderlich.
Tipp #2: Gestalten Sie das Spritzgussteil neu, um Hinterschneidungen zu vermeiden
Hinterschnitte erhöhen immer die Kosten und Komplexität sowie die Wartung der Form. Eine geschickte Umgestaltung kann Hinterschnitte oft beseitigen.
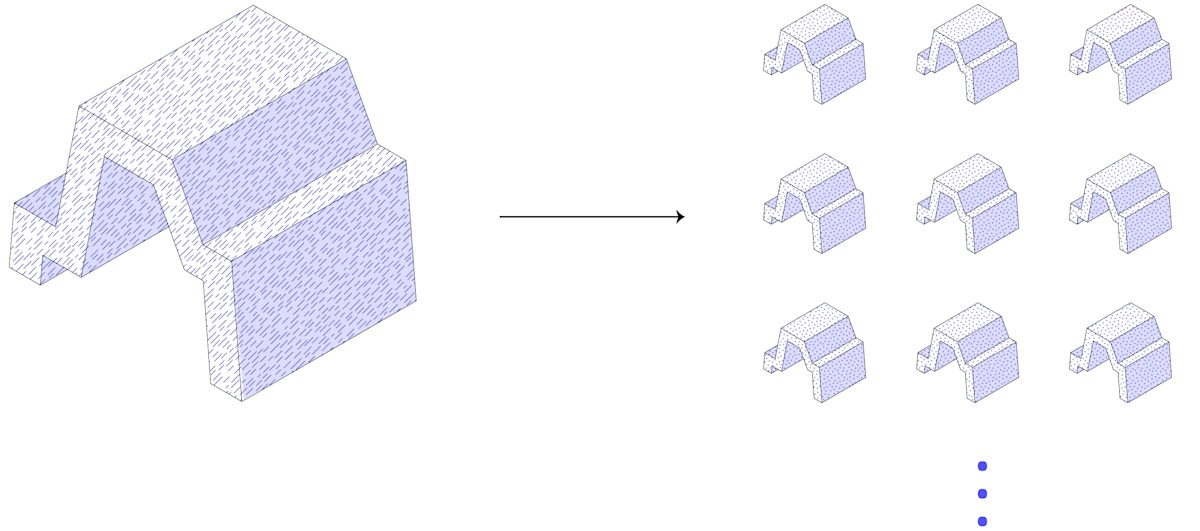
Tipp #3: Verkleinern Sie das Spritzgussteil
Kleinere Teile können schneller gegossen werden, was zu einem höheren Produktionsausstoß führt und die Kosten pro Teil senkt. Kleinere Teile führen auch zu geringeren Materialkosten und reduzieren den Preis der Form.
Tipp #4: Passen Sie mehrere Teile in eine Form ein
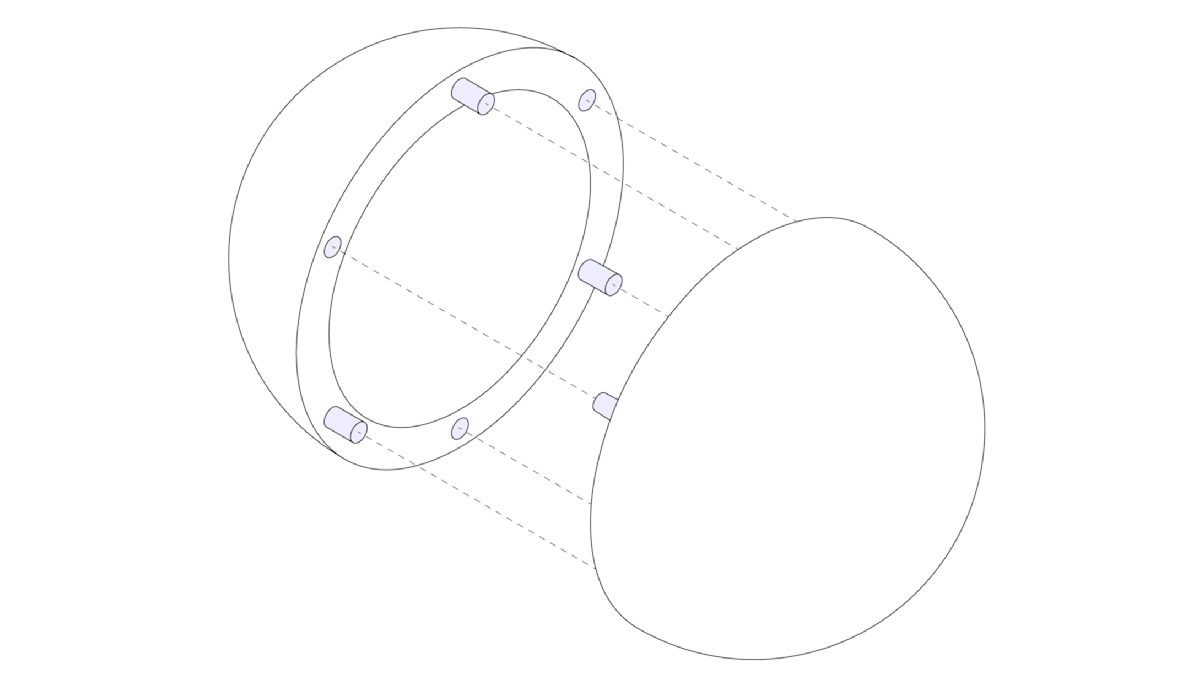
In einem vorherigen Abschnitt haben wir gesehen, dass das Einpassen mehrerer Teile in dieselbe Form eine gängige Praxis ist. Normalerweise passen sechs bis acht kleine identische Teile in ein und dieselbe Form, was die Gesamtproduktionszeit um etwa 80% verkürzt.
Teile mit unterschiedlichen Geometrien können auch in die gleiche Form passen (siehe Beispiel Modellflugzeug). Dies ist eine großartige Lösung zur Reduzierung der Gesamtkosten einer Baugruppe. Wie die Teile nicht sein sollten
Hier eine fortgeschrittene Technik:
In einigen Fällen ist der Hauptteil von zwei Teilen einer Baugruppe derselbe. Mit kreativem Design können Sie Verriegelungspunkte oder Scharniere an symmetrischen Stellen erstellen, die das Teil im Wesentlichen spiegeln. Auf diese Weise können beide Hälften mit derselben Form hergestellt werden, wodurch sich die Werkzeugkosten halbieren.
Tipp #5: Vermeiden Sie kleine Details
Die Herstellung einer Form mit kleinen Details erfordert längere Bearbeitungs- und Nachbearbeitungszeiten. Der Text ist ein Beispiel dafür und kann sogar spezielle Bearbeitungstechniken wie die Funkenerosion (EDM) erfordern, was zu höheren Kosten führt.
Tipp #6: Verwenden Sie minderwertige Oberflächen
Oberflächenbehandlungen werden in der Regel von Hand auf die Form aufgetragen, was ein teurer Prozess sein kann, insbesondere bei hochwertigen Oberflächenbehandlungen. Wenn Ihr Teil nicht für den kosmetischen Gebrauch bestimmt ist, sollten Sie keine kostspielige hochwertige Oberflächenbehandlung vornehmen.
Tipp #7: Minimieren Sie das Teilevolumen, indem Sie die Wandstärke verringern
Die Reduzierung der Wandstärke Ihres Teils ist der beste Weg, um das Teilevolumen zu minimieren. Auf diese Weise wird nicht nur weniger Material verbraucht, sondern auch der Spritzgusszyklus wird erheblich beschleunigt.
Zum Beispiel kann die Reduzierung der Wandstärke von 3 mm auf 2 mm die Zykluszeit um 50% bis 75% reduzieren.
Durch dünnere Wände kann die Form schneller gefüllt werden. Noch wichtiger ist, dass Teile, die dünner sind, viel schneller abkühlen und erstarren. Denken Sie daran, dass etwa die Hälfte des Spritzgusszyklus für die Verfestigung des Teils aufgewendet wird, während die Maschine im Leerlauf bleibt.
Es muss darauf geachtet werden, die Steifigkeit des Teils nicht zu stark zu verringern und seine mechanische Leistung nicht zu beeinträchtigen. Rippen können an wichtigen Stellen verwendet werden, um die Steifigkeit zu erhöhen.
Tipp #8: Sekundärbearbeitungen in Betracht ziehen
Bei kleineren Produktionsvolumen (weniger als 1000 Teile) kann es kostengünstiger sein, einen sekundären Arbeitsgang zur Fertigstellung Ihrer Spritzgussteile einzusetzen. Beispielsweise könnten Sie nach dem Gießen ein Loch bohren, anstatt eine teure Form mit seitlich wirkenden Kernen zu verwenden.
Part 5
Mit dem Spritzguss starten
Wie geht es weiter, wenn Ihr Design fertig und für das Spritzgießen optimiert ist? In diesem Abschnitt führen wir Sie durch die Schritte, die erforderlich sind, um mit der Herstellung im Spritzgussverfahren zu beginnen.
Schritt 1: Klein anfangen und schnell Prototypen erstellen
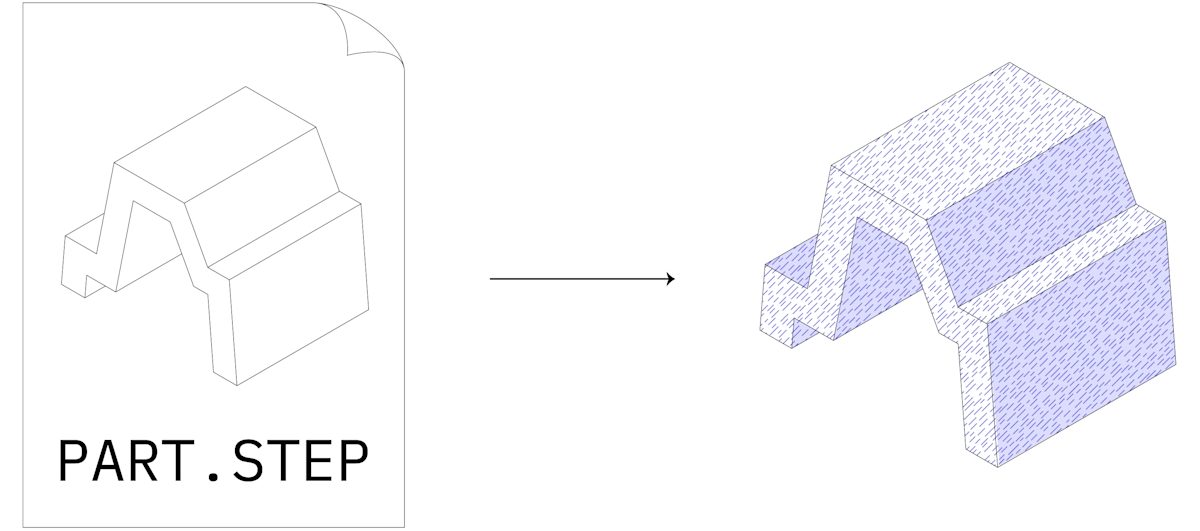
Bevor Sie sich für teure Spritzgusswerkzeuge entscheiden, erstellen und testen Sie zunächst einen funktionalen Prototyp Ihres Designs.
Dieser Schritt ist entscheidend für die Einführung eines erfolgreichen Produkts. Auf diese Weise können Entwurfsfehler frühzeitig erkannt werden, während die Änderungskosten immer noch niedrig sind.
Es gibt drei Lösungen für das Prototyping:
- 3D-Druck (mit SLS, SLA oder Material Jetting)
- CNC-Bearbeitung für Kunststoff
- Kleinserien-Spritzguss mit 3D-gedruckten Formen
Diese drei Prozesse können realistische Prototypen für Form und Funktion erzeugen, die dem Aussehen des fertigen Spritzgussprodukts sehr ähnlich sind.
Verwenden Sie die nachstehenden Informationen als schnelle Vergleichsanleitung, um zu entscheiden, welche Lösung für Ihre Anwendung am besten geeignet ist.
Prototyping mit 3D-Druck
Mindestmenge: 1 Teil
Typische Kosten: $ 20 - $ 100 pro Teil
Vorlaufzeit: 2 - 5 Werktage
Erfahren Sie mehr über diesen Prozess hier →

Prototyping mit CNC-Bearbeitung
Mindestmenge: 1 Teil
Typische Kosten: $ 100 - $ 500 pro Teil
Vorlaufzeit: 5 - 10 Tage
Erfahren Sie mehr über diesen Prozess hier: →

Prototyping mit Kleinserien-Spritzguss
Mindestmenge: 10 - 100 Teile
Typische Kosten: $ 1000 - $ 4000 insgesamt
Vorlaufzeit: 5 - 10 Tage
[Erfahren Sie mehr über diesen Prozess hier: →] (https://www.hubs.com/de/spritzguss/)
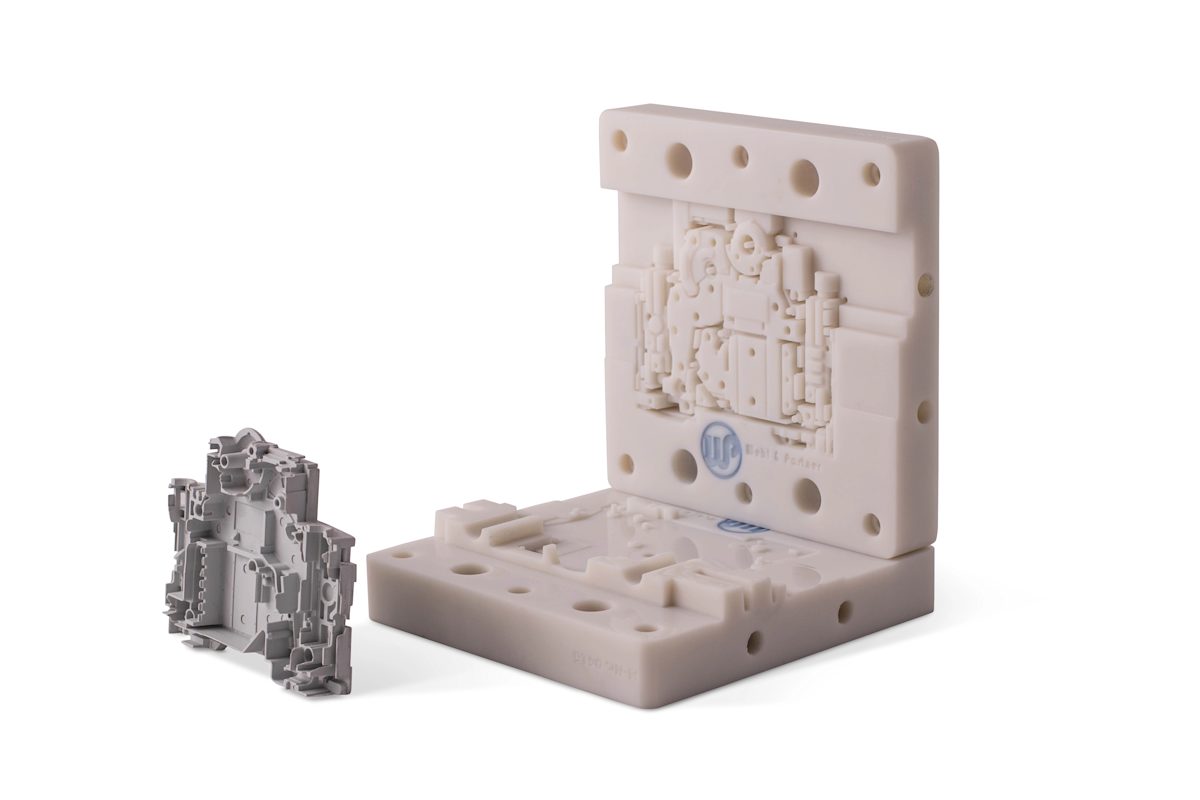
Schritt 2: Führen Sie einen „Probelauf“ durch (500 - 10.000 Teile)
Nachdem das Design fertiggestellt ist, ist es an der Zeit, mit dem Spritzgießen in einem kleinen Pilotlauf zu beginnen.
Das Mindestbestellvolumen für das Spritzgießen beträgt 500 Stück. Für diese Mengen werden die Formen normalerweise aus Aluminium CNC-gefräst. Aluminiumformen sind relativ einfach herzustellen und kostengünstig (ab etwa 3.000 bis 5.000 USD), können jedoch bis zu 5.000 bis 10.000 Spritzzyklen standhalten.
Zu diesem Zeitpunkt variieren die typischen Kosten pro Teil zwischen 1 USD und 5 USD, abhängig von der Geometrie Ihres Designs und dem ausgewählten Material. Die typische Fertigungszeit für solche Bestellungen beträgt 6-8 Wochen.
Lassen Sie sich nicht durch den Begriff „Probelauf“ verwirren. Wenn Sie nur einige tausend Teile benötigen, ist dies Ihr letzter Produktionsschritt.
Die Teile, die mit „Probe“-Aluminiumformen hergestellt wurden, haben dieselben physikalischen Eigenschaften und Genauigkeiten wie Teile, die mit Werkzeugstahlformen in „Großserienfertigung“ hergestellt wurden.
Schritt 3: Produktionssteigerung (über 100.000 Teile)
Wenn Teile in großen Mengen von identischen Teilen hergestellt werden (von 10.000 bis über 100.000 Stück), sind spezielle Spritzgusswerkzeuge erforderlich.
Für diese Volumina werden die Formen aus Werkzeugstahl CNC-gefräst und halten Millionen von Spritzgusszyklen stand. Sie sind außerdem mit fortschrittlichen Funktionen ausgestattet, um die Produktionsgeschwindigkeit zu maximieren, z. B. Hot-Tip-Gates, also beheizte Angusskanäle, und komplizierte Kühlkanäle.
Die typischen Stückkosten variieren zu diesem Zeitpunkt zwischen einigen Cent und 1 USD, und die typische Vorlaufzeit beträgt 4 bis 6 Monate, da die Entwicklung und Herstellung der Form komplex ist.
Part 6
Hilfreiche Ressourcen:
In diesem Führer haben wir alles angesprochen, was Sie für den Einstieg in das Spritzgießen benötigen. Es gibt jedoch noch viel mehr zu lernen.
Im Folgenden finden Sie die besten und nützlichsten Ressourcen zum Spritzgießen und zu anderen digitalen Fertigungstechnologien für diejenigen, die sich eingehender mit dem Thema befassen möchten.
Protolabs Network Wissensbasis
Hier haben wir alles angesprochen, was Sie für den Einstieg in das Spritzgießen benötigen. In unserer Wissensbasis gibt es noch viel mehr zu erfahren - eine Sammlung technischer Artikel zu allen Fertigungstechnologien, die von Experten von Protolabs Network und der Fertigungsindustrie verfasst wurden.
Hier finden Sie eine Auswahl unserer beliebtesten Artikel zum Thema Spritzguss:
Andere Leitfäden
Möchten Sie mehr über die digitale Fertigung erfahren? Es gibt noch mehr Technologien zu erforschen: