fhariri
1
Greetings hubs community!
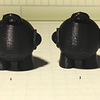
I am looking to get my hubs up and running however it seems like 3d hubs has raised the bar for passing the Marvin quality test. I would like to get an opinion on whether or not one of these Marvin prints will pass the quality test or not. I am using PLA inland filament 1.75mm on a printrbot simple metal fitted with an E3D V6 hotend (PID tuned). The two prints in the photos came off of a print in which I printed three Marvins at the same time for cooling purposes. The third will not pass the quality test for sure as it had blobs everywhere. I currently have a shroud installed for a stock 40mm fan while I wait for my blower fan to come in. I am pretty confident that once I have my blower fan installed, quality will be much better. My settings are as follows for Cura 2.4 slicer:
0.1 mm layer height
0.3 initial layer height
0.8 mm wall thickness
15% infill
193 degrees C
100% flow
Retraction enabled: 5.0 mm 25 mm/s with retraction layer change enabled
60 mm/s print speed
120 mm/s travel speed
Fan speed 100% (0% first layer)
Any other pointers for improving print quality will be highly appreciated. Thanks!
1 Like
The prints look pretty good overall. Tuning is in order but good start!! Most of the initial issue people have I don’t really see so nicely done. Now small changes one at a time to tweek.
Bed temp or is it not heated? Slow the prints down a lot. I think I did Marvin around 1000-1300mm/min. but you’ll have to find that spot where it isn’t to slow and causes issues with nozzle heat on the print.
He does look like he got hot. Good idea to print more than one.
Another thing to consider is if you paid for these prints would you be happy with them as a customer?
9 Likes
fhariri
4
This is more like a torture test print that my printer does not like. I mean my printrbot prints the benchy much better than the marvin mainly due to its size. Is the marvin a great torture test? Absolutely! Does it take everything in terms of print quality into consideration and is it a fair test? hmm not sure.
1 Like
fhariri
5
Thanks for the recs @wirlybird:
1) No heated bed. I have read that even if you do to keep the temp on the low since it is so easy to overheat the little guy.
2) 1300 mm/min = 21.67 mm/s that is super slow haha. I’ll keep tuning it down but is there a reason for slowing it down that much? Is it to compensate for mechanical flaws in a printer that in turn effect the print or is it give the plastic a good amount of time to fuse?
3) This filament is known to have that glossy look to it so I am not sure it is the temp. I am already printing at a temp much lower than the recommended print temperature.
Agree on turning down the speed, even as low as 15mm per second.
fhariri
7
I managed to get a great quality print by allowing ~60 seconds of minimal layer time while printing only one marvin. Slowed down my printer significantly but I guess that is what you will have to do for direct drives (I used to work with bowden drives so 60 mm/s was like the minimum). I’ll try tweaking that time to figure out the threshold once my cooling upgrade comes in. Thank you all for your advice!
fhariri
8
Exactly what I did! Thanks for the advice @Andrew_247!
The prints are overall decent. I would probably decrease the print speed, somewhere around 40-45. I’m not sure if this would effect it much, but I use a 43mm/s retraction speed. As a side note, I set my initial layer height to 0.15 to get a smooth bottom finish, and I printed my marvin at 60 microns.