Hi, I recently got my Tevo Tarantula printer.
After some prints, I noticed that the layer consistency is not really good.
Sometimes there are lines missing, or just extra lines, tiny blobs everywere on the surface and vertical lines criss cross on the surface. It is also strange that wherever there are blobs on one side of the print, there are also blobs on the other side.
I’m printing with pla:
Temperature: 220c/40c
Speed: 60mm/s
Wall thickness: 0.8mm
Layer height: 0.2mm
Hope you can help me!
UPDATE:
I managed to get a benchy without these problems by using shaunnadan’s gcode, which is somewhere in the comments,
but there was quite some stringing. He send me his craftware settings, so I downloaded craftware, and after importing his settings and increased the retraction rate, I wasn’t able to reproduce the same result.
So I wonder what the difference is between his gcode and my current settings, it can’t be retraction, I tried that already.
Update2:
Now with craftware, I started of with shaunnadan’s settings, increased retraction length, set the temperature to 200, flowrate to 98, lowered acceleration and I was able to get a pretty nice print!
I don’t know what caused my problem, but it is now solved anyways.
Thanks everyone for your help!
what model are you printing and can you share a pic of the results ?
what slicer are you using ?
try to change the temp to 210noz and 60bed
are your belts tensioned?
Temperature is a little too high, is there partial clog on your nozzle?
Some pictures will be nice to know too
You are way to hot. 200c 60c would be a good start for you.
1 Like
I now changed to 200c and 60c, still doesn’t work. Pretty sure there is no clog, using cura, belts are tensioned.
Yeah, I know, bad quality photos, but you can clearly see the problem.
I also noticed that if I reprint the model, the blob things appear at the same spots.
do you have a parts layer fan ?
Yes, the lpa v4: LPA FanDucts for Tevo Tarantula - v4.0 by Elzariant - Thingiverse
First I had this one: Tevo Tarantula fanDuct by hafidz - Thingiverse, with that one I didn’t have that much problems, but it was still not perfect.
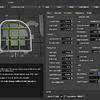
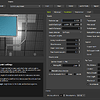
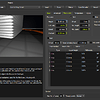
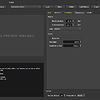
to rule out a possible slicer problem try this gcode - its using my ideal slicer settings (i use craftware)
1 Like
I now tried a benchy with lowered filament flow, and the result was really strange, as you can see on the pictures.
I noticed at the end that the position of the extruder motor was at -210(!!!) or so.
I also noticed that there was now at some points underextrusion, and at the end there wasn’t even filament extruded.
I am now going to try shaunnadan’s benchy gcode, see if it makes any difference, and also check if the nozzle really isn’t clogged
Try printing pla at 210°c. How tight are the belts? Is there a lot of slack? They should not move more than a cm if you gently lift them. What slicer are you using? I use cura and everything turns out fine. What brand of filament are you using? Filament can vary in thickness and if it varies too much you can end up with some rough results ( the pla that comes with the printer is not the best to use). Can you post a picture of your print? It would be very helpful in finding out your problem.
I’ve now tried shaunnadan’s benchy, and… printed without blobs or vertical lines!
On the other side, there are retraction problems, and the roof of the cabin didn’t turn out great, and there are still some inconsistent lines.
Some corners also messed up a bit.
I also had to unclog the nozzle, because it was partially clogged.
Thanks for your file shaunnadan!, and can you share your settings?
I tried shaunadan’s benchy gcode, which was at 215 temperature. The belts are tight. I’m using cura
Im using Jupiter-pla from the dutch store 123-3d. Pictures I have already posted.
give me a few min and il grab some screenshots
The printer itself stands on a piece of plywood, which is standing on a piece of cloth.
Why should you bother about the esteps, you can also set the flow rate?
Retraction settings were: 40 mm/s and 4.5mm. I have never seen any stringing, so I think there good.
I mean:
Say, the right settings are esteps 80 and flowrate 100.
Then you can set esteps to 40 and flowrate to 200, and it will still extrude the same amount of plastic, or am I just talking nonsense?
I am a beginner, you know, so don’t blame me…