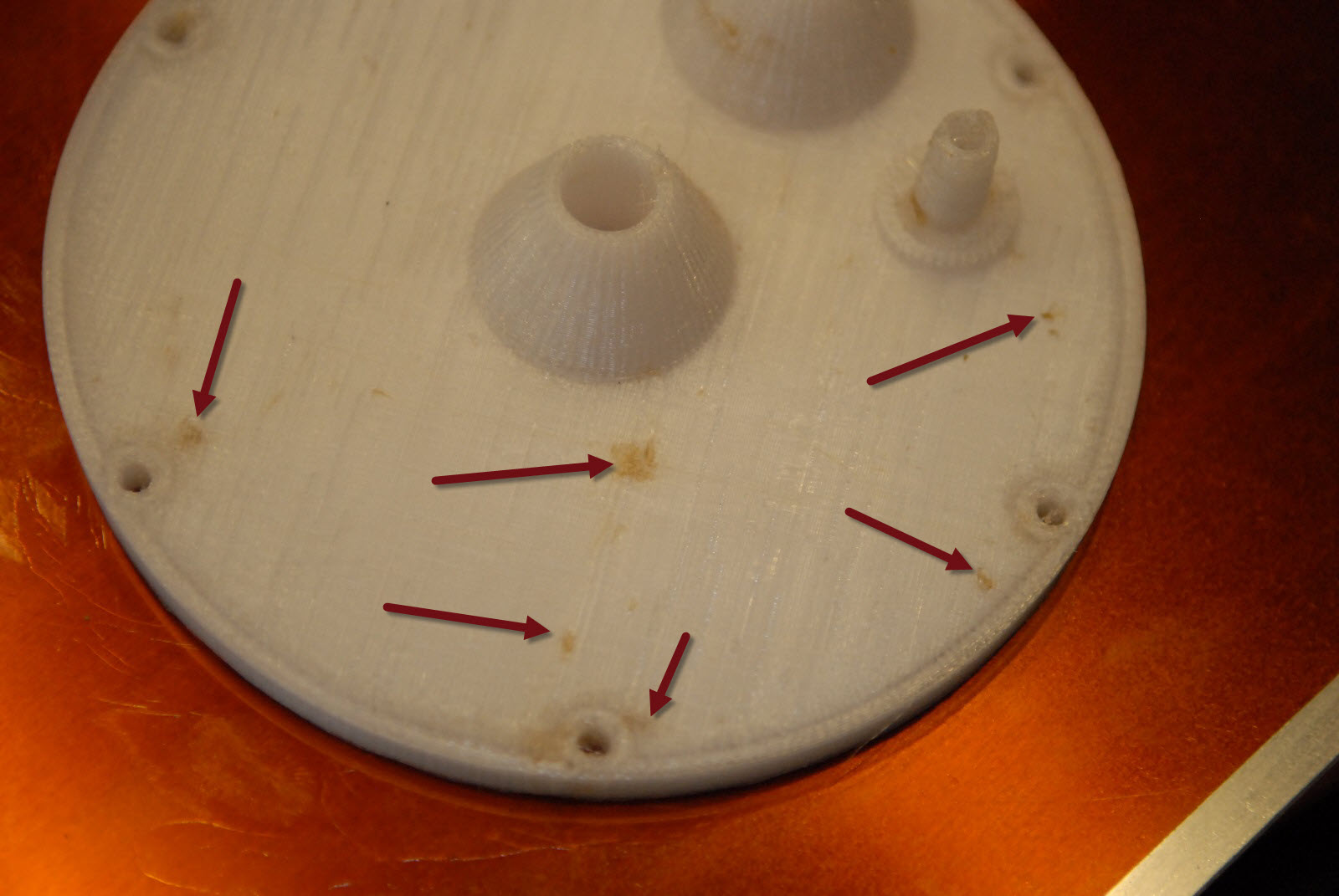
Yech! Bruine of gekleurde vlekken in je print! Natuurlijk, doe er wat an, maar wat?
Er zijn twee oorzaken voor aan te wijzen:
nr. 1:
De eerste is dat er nog resten van een andere kleur filament in de extruder zitten.

Vooral als er van ABS naar PLA geswitcht wordt kan dit voorkomen. ABS smelt bij een hogere temperatuur en komt langzaam los tijdens de PLA print.
Om dit te voorkomen: voer altijd het nieuwe soort filament in bij een hoge temperatuur als 240 of 250 graden. En extrudeer een flink stuk eerst met de hand alvorens de print te starten.
nr. 2:
De tweede oorzaak van rare vlekken in je print is het lekken van de Nozzle of de PEEK barrel. Als één van die twee niet goed zijn aangedraaid, dan lekt er langzaam wat filament naar buiten. Dat wordt lekker bruin gebakken op het heater blok en druppelt langzaam in je print. Gore vlekken dus!
Dit is te voorkomen door ofwel de PEEK barrel, of de Nozzle meer aan te draaien. Demonteer de ventilatorset middels de twee schroeven en kijk waar de lekkage plaatsvindt. Als er geen resten boven op de siliconen heater blok zitten, dan lekt de Nozzle. Zowel de PEEK barrel als de Nozzle moeten aangedraaid worden terwijl de extruder verhit is op 240 of 250 graden. Opletten dat je je niet verbrand dus! Het is noodzakelijk om dit op temperatuur te doen, omdat anders het gestolde plastic in de extruder iedere aandraai beweging onmogelijk maakt.
Gebruik een waterpomptang om de siliconen heater vast te houden. Zorg dat je dat op die plek doet waar er geen bedrading is aangesloten van de heater en de thermistor. Gebruik een kleine steeksleutel maat 7 om de Nozzle aan te draaien. Als het goed is -en dat is het- wordt het lekken daarmee gestopt bij de volgende print.
Klik hier voor meer.
Bart ter Haar
1 Like

