Frode
1
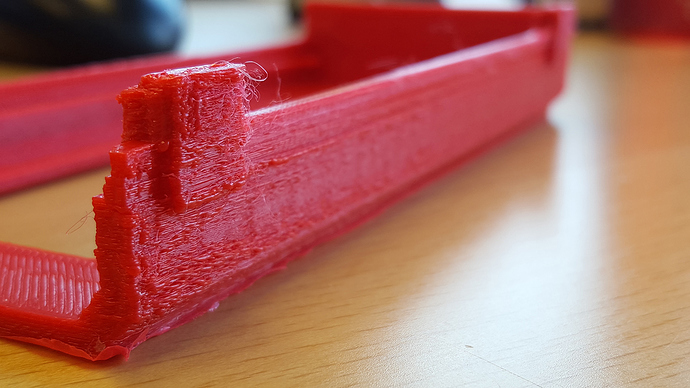
I need some help figuring out what’s wrong with this print.
Its printed with a 0.4 mm nozzle (220C) at 0.1mm layer height. PLA with heated bed (60C)
Is the nozzle to close, or is it to hot, over extruding or something else?
ejalal
2
Hi @Frode
You can exclude the 2 last options because the symptoms on printed part would be consistent everywhere, can’t see if the case on the picture
Check the bed level on the corner that has issues, it looks like the part is squished on that corner which could cause the extruder stepper motor to skip and/or the filament to be squished and flow on the sides.
Frode
3
Thanks, will check that out. I noticed during the printing that the corners got higher then the rest. Might be a bed leveling problem.
Kind of hot for PLA.
What printer, slicer, speeds etc.
Frode
5
CoreXY, Simplify3d, 3800mm/min. I follow the recommended temperatur for the PLA that I’m using. That said nozzle temp from 190-230C, heated bed from 0-70C
The two things I would do to start is slow way down, say 2000mm/min and drop the temp to about 200. Bed temp is ok but could drop a little as long as you are getting the part to stick!
Make sure the material cooling fan is coming on after the first layer.
I tend to drop the bed temp after the first layer. I also at times will do the first layer about 5-10 degrees hotter on the filament that for the rest of the print. This can help with adhesion especially if the room is on the cooler side.
Looks like there might be a little over extrusion but try the other things first.
1 Like
Frode
7
Thanks! Will try this out later tonight.
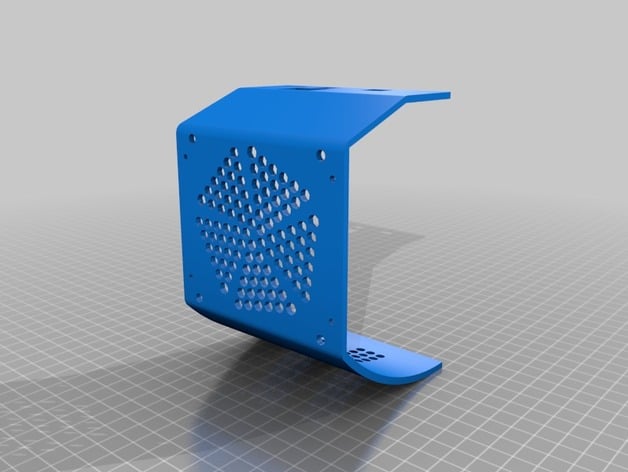
Sounds good. Always feel free to share the STL if you want and I can try it also.
Ok, that will work. I am trying to get Slic3r set up on one printer so this is a good test for it!
Frode
11
I did a few changes to simplify3d and tried again. I lowered the print speed to 3000mm/min, lowered the z-height by 0.5mm, set the nozzle temp to 220 the first 5 layers and lowered it down to 200 after that, same with the bed temp. 60C for the 5 first layers then 40 after that. Looks like that did the trick. The print looks way better. But I made another mistake. I use blue painters tape, and the edge of the brim was just at the edge of the tape, that made the corners rise just a little bit and just enough to touch the nozzle… So I need to print it yet again…
Progress, great!!! I would change temps after the first layer. The increased temp is just to aid in adhesion. You can go down to 40 but that may be getting a bit low where the print could curl or come loose. 60-55 would be good. I might go no more than 10 over your desired print temp for the extruder on the first layer but if it is working that is good. You can experiment and you may find you don’t need the increased temps for most things.
You can still slow more if needed. I have found I print most things in the 2000-3000 range. One thing is this. With faster speed more heat on the extruder may be needed to flow the material so depending on the print so watch out for the limits of the printer. I have learned to be patient!!
Frode
13
I will try and keep the bed temp at 60. Looks like it gives the best adhesion without any problems.
Don’t think I need to slow down more, the PLA I use seem to cope well with the speed even at higher speed.
I think I have a z problem. I don’t know if you can see it on the picture, but it looks like its just at the angle. Its more visible on the inside then on the outside.
I would go with a .2 layer height. On a print like this you really aren’t gaining anything except longer print times with the thinner layer height. The thinner height also will make getting things tuned harder.
It looks like it could be over extruding slightly. Speed actually can play a big part. What was the printer?
1 Like
Frode
15
The printer is a Hypercube CoreXY.