Hi all!
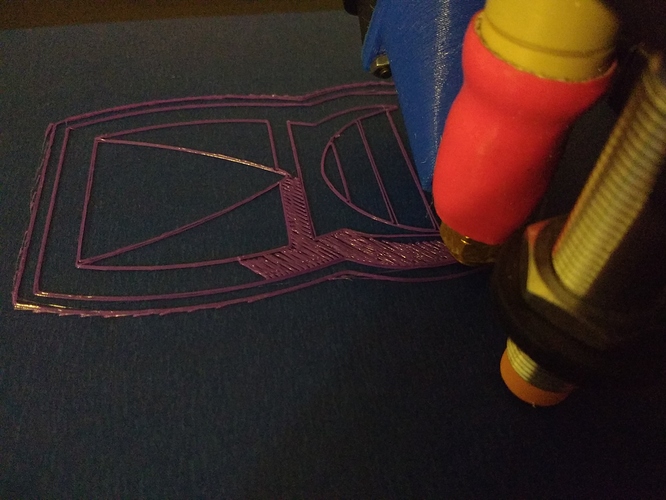
So I’m having issues with my Printrbot Simple Metal, and I’m hoping you can help me out! I’m printing PLA, and my first layer is giving me issues. The individual strands of filament aren’t sticking to each other, and I can see gaps. They seem to be sticking to the print surface just fine, and subsequent layers look great. I’m just having problems with these first few layers.
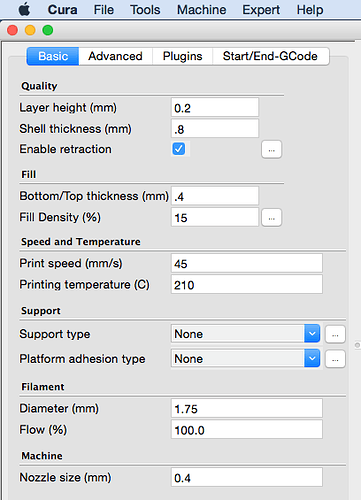
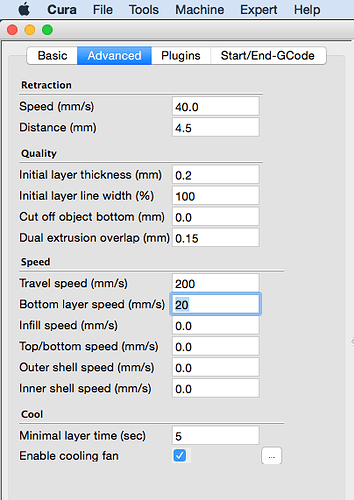
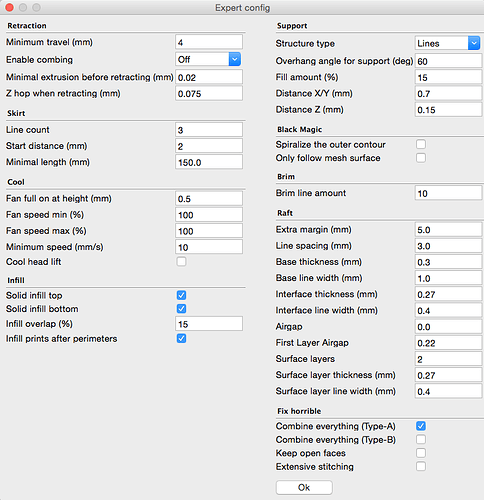
Below are my print settings (Cura 15.04 on the Mac). I would appreciate any help that you could give me! Thanks!
run M503 and check the M212 value for Z. I’d try making it more negative by 0.1
So it if reads M212 Z-0.3 make it M212 Z-0.4 then M500 to save and M501 to load saved settings
Try that
Ian
1 Like
Yeah, echo that - looks like your Z height is not quite low enough, so the filament doesn’t combine together as it comes out the nozzle. As mentioned, just a tiny amend of 10ths of a millimetre until the first layer is more “squished” than round.
Also (off topic) looking at your Cura settings, it’s a good rule of thumb to have your top and bottom thickness match your shell thickness. This aids in part strength and uniformity in the outer shell.
Steve
Word of advice from another printrbot user, purchase Simplify3d. Cura was designed primarily for Ultimaker printers so the slicer algorithm and the controls you are given isn’t the greatest for printrbot machines.
Based on the picture you provided it looks like you may be having cooling problems. 210 C on my simple for PLA is too hot and and when printing at at 210c I will see the same layer issue as you are having where the first layer segments won’t lay down firmly against each other. This is due to insufficient cooling at a high temp. I print no higher than 200C with most brands of PLA on my printrbot so maybe try turning the temp down a bit? If you can print the first layer slower than the rest of the layers.
If all other layers are fine, but the first layer is not filling well, it means your nozzle is not close enough to the bed while printing your first layer.
Squish it a little.
I had that issue for the longest time. There were three causes for this and the main one was the hot end. The Printrbot ceramic hot end is garbage at least for me. Constant jamming and unreliable I ended up getting the E3DV6 lite from filastruder.com (Because I live in the U.S.) You can get it for 30$ now and it doesn’t require any real modification to your Printrbot. The only thing I had to do was splice the two wires coming from the old hot end and use the thermistor that came with my Printrbot because theirs because it had different firmware that I didn’t want to screw with. I just used plumber tape (PTFE tape) to hold everything together on the actual hot end. The second problem was bed level. I tend to see what is happening to you if my layers are not close enough to the bed. I ended up having to turn off the printrbot auto level and just level it myself because it only does the 3 corners and it was just all a mess. I ended up putting little springs under the bed where all 4 screws are located so I can manually adjust it. The third thing was cooling. The normal fan that comes with the printrbot is a dinky little thing so I ended up getting a 5$ blower fan from amazon and it works wonders. Make sure it is specifically a blower fan because those normal fans have a difficult time pushing air through a duct due to back draft. Here is a little trouble shooting idea you can do to see if your hot end is inconsistent. Heat it up and raise the z axis and start spooging out plastic. If you notice its lumpy or culring to one side than there is a jam. It’s a very common problem with the ceramic hot end because it doesn’t evenly melt it and that can cause a multitude of problems. So many of my Printrbot problems were solved once I switched to the E3D hot end and I suggest anyone who has a printrbot to make the switch today. For referance I use Cura and I melt my Micro Center Inland plastic at 213C. Yes that seems high but its the only way I can get the layers to bond correctly and not rip apart the second I peal it off the build plate. You get what you pay for I guess, but I get great prints using it even at that temperature. Sorry for the long post. I hope I could help other Printrbot users.
Sorry its actually Repetier using the cure engine.
Don’t apologize at all for the long post! That was all very helpful information! I hadn’t ever heard a good case for upgrading my hot end, so now I’ll start saving up  Also, I’ve heard multiple people recommend a better fan/blower. I’ll definitely be printing a better fan shroud to get improved airflow…and upgrade the fan as well. Thanks again for your advice!
Also, I’ve heard multiple people recommend a better fan/blower. I’ll definitely be printing a better fan shroud to get improved airflow…and upgrade the fan as well. Thanks again for your advice!
-Andy
Thanks! I will be giving that a try - I think that’s my next logical troubleshooting step
-Andy
Thanks for the advice! I’ve heard about Simplify3d, but didn’t know what the advantage was - I’ll add that to my list to save for Thanks for the info on the temp of my hot end. I’ll try cooling it down and see how well that works! My first layer is already printing slower than the other layers (20mm/s), so it’s probably the temp.
-Andy
Thanks Ian! It’s now on my troubleshooting list
-Andy
Thanks Steve! I always forget about that the thickness should match. That will also be changed on the next revision
-Andy
Problem solved! I lowered my Z-axis from a position of Z-0.9 to Z-1.1, as well as lowering my printing temperature to 200C.
Thanks everyone for your help!
-Andy
Ahh looks much better! Thought that would be the main issue. Looks like you could probably go down a tad further, -1.2 perhaps if you get adhesion issues further down the road.
Best of luck with the printing!
Steve