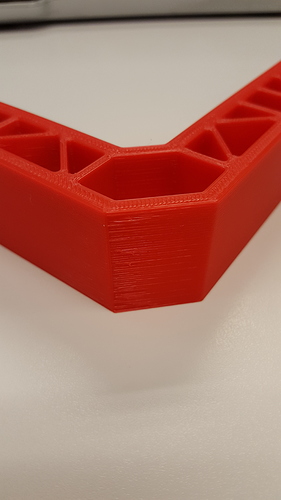
This is PLA at 205 using S3D. Standard PLA profile using outside-in setting. QIDI Tech-1 printer. Minimal retraction. The rest of the print is perfect.
Looking for suggestions on what I can try to eliminate this issue.
1 Like
mx20100
2
Hey wirlybird, how are you?
Try instead of the “outside in” option, “inside out” that should hide those first extrusions. 
Otherwise, try increasing the extra length on restart or start. (what ever it is called).
Good luck!
Best,
Max Moors
1 Like
Yea, I can print inside-out fine but I need to resolve this. I am going to work with the restart but haven’t had time since this print takes some time.
Your nozzles are too close to the print bed. Level the bed and bring it a little further away from the nozzles.
1 Like
Thanks but that would have no bearing on layers after the first one.
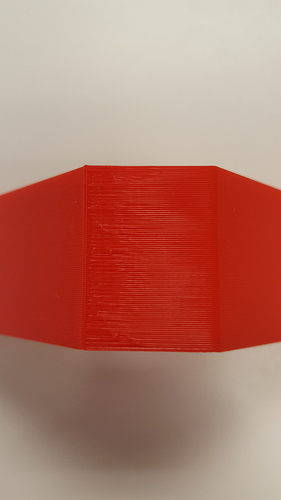
This is the side of the print and is affecting every layer start point.
1 Like
It absolutely would. It affects your extrusion amount and is pushing the material out to the side of the nozzle. What is your extrusion multiplier set to? I have several Qidi Tech Is and use S3D.
What do your calibration cubes look like?
If that were the case then why wouldn’t it affect it regardless of whether it is printing outside-in or inside-out? And why wouldn’t I see this for the entire perimeter rather than the first few mm at the start of each layer?
The extrusion multiplier is at 90. The first layer prints fine.
You know I have the same issue as you with a Wanhao i3 and I think I agree that this issue is caused by the nozzle being too close.
I once had a print fail mid-way through (DEF error) and had to tell Cura to start at a given height to salvage it.
All the way below the failure line this issue was witnessed.
Above the failure line this issue is not witnessed.
This makes sense to me because if I told the machine to start at a given height that was not smashed against the object (or the print surface), it was as if it was printing onto a perfectly level surface.
I guess if you really must solve this problem, print with a raft and slice two separate files. One file is just the raft and the other file is the object printing on the raft (offset appropriately). That should fix it.
If you are having trouble with a warped print surface you might need to start adjusting the firmware to input a manual mesh level 
I have a warped surface so I’m pretty much stuck with this 
1 Like
Glass bed and level. First layer prints fine. I move the nozzle any further from the bed and I am getting virtually no squish and will start to have adhesion issues.
This situation only comes up when printing using outside-in settings and only at the seam/layer starting point. Then it is only a few mm long before it starts to extrude fine. The rest of the print is perfect.
Adhesion issues are a separate issue. PLA prints very poorly on a glass surface. PLA likes a rougher surface like kapton tape or blue tape. I print primarily in ABS and use an ABS/Acetone solution on the glass before I start. Is ABS an option for you?
You need to ensure that the distance of the nozzles from the bed are good or it ruins the rest of the print. It is what determines the height of all the other subsequent layers. If your first layers are too close, then the rest of the layers yes, will be squished, but not as squished as the first few. The layers can give, the glass bed cannot.
If you haven’t printed calibration cubes (1"x1"x1", or 20mm^3 if you prefer, 100% infill, noted extrusion modifier) you need to do so. If the cube is bulging at the top and sides then you are extruding too much material. If the cube is concave on the top or there is separation between the layers, you are extruding too little. Look up calibration cubes for more info.
1 Like
Try some blue painters tape and back it off a bit.
I just tried backing it off a quarter turn on my Di3. Calibration cube did just fine outside in. Of course since my bed is warped, I can only use one half of it like this…
Sorry but PLA prints just fine on glass and the calibration cube is fine.
My point on adhesion is this -
If I move the nozzle further from the bed then I am not getting the requisite squish and could start to have adhesion issues on a large print like this. In other words, the bed is level and the first layer is printing fine. Everything is calibrated, filament is measured etc.
This issue is happening only in a specific setup.
As you describe it, I would think if the first layer was the issue then I would expect to see this problem over more of the exterior than just the 1-2mm at the start of each layer. I would also expect to possibly still see it if I change the print from outside-in to inside-out.
If I change the settings from specific start point to optimized this issue follows to wherever the start point is. Meaning that the problem is now in different areas of the print but the first layer has not been changed.
This “under extrusion” follows the start point and with optimized start points they shift location around the print.
I still need to make a few test that should confirm or eliminate the first layer as an issue.
There is another setting, of which I’m not entirely sure the name as I am not at my machine at the moment, called “infill overlap” this is the amount that the infill lines overlap with the exterior walls. Look around the GUI you may find it.
I am familiar with this and that has been a thought. I do know that if the overlap is to much it can push out through the perimeters and make a mess and it is deceiving as to what is up.
After a closer look at two samples in better light I can see that this problem moves to the inside of the print (perimeter) when using inside-out setting. This is a good thing because it means it is consistent with how the perimeters are being printed. Inside first vs. outside first.
I am thinking speed may be playing a part in this. I am printing these fast since they are pretty straight forward but I think that it is making the corner too fast when it is also changing layers and the extrusion can’t keep up. Just a theory!
I did turn jerk down on all three axis on the machines to smooth them out.
Thank you for the ideas.
1 Like
Speed can totally be an issue here. Can you post your speeds?
From memory so give it a bucket of sea salt.
Base - 3600mm/min.
First layer - 50%.
Outer perimeter - 50% I think.
The rest, perimeters - infill 80% all settings fairly stock for PLA in S3D.
It’s not a complex part. No small detail or anything. It is a corner clamp/brace for woodworking.