moejt87
1
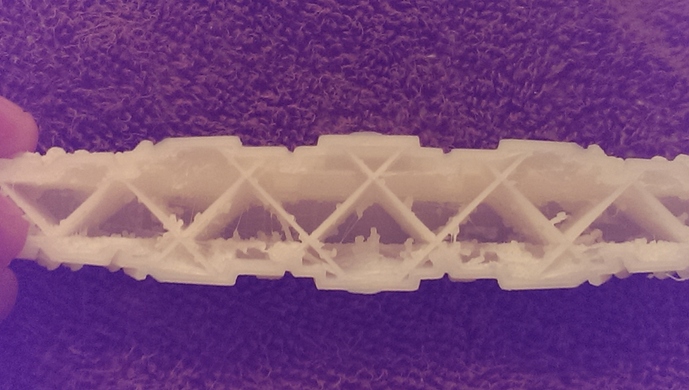
Just bought a Taz 5 and I’m new to 3D printing. I’m able to print layers heights of 0.25 without any problems. However I’m now wanting to try smaller layer heights and i’m running into some issues I’m not 100% sure on the cause. I find I will get this weird goopy looking build up inside the print. The outside looks “ok”, still some problems on random small blogs appearing on outer shells (similar to the internal goop but much smaller). I’ve attached a picture.
What is causing this? Nozzle heat? Over extrusion? Should I not be overly concern as majority of it happens inside the part?
I’ve tried tweaking some parameters without any real change. Normally I run at 110 bed temp and 230 (240 for first layers) nozzle temp. 50 mm/s or lower print speed. I’ve played around with fans full on and and attempted to change retract rate and speed (not 100% sure what I’m doing on that one). I’ve tried smaller shall width with a lower/higher flow rate… To be honest i’m not even sure what the problem is, I just know it doesnt look right. What is this problem even called?
I am running on Cura… I’ve been thinking about switching to Slic3r if you think that will make a difference.
3 Likes
hachu
2
I’m totally taking a guess here. (I also don’t know what your material type is, nor your filament diameter.)
I think your temperature is too high AND I think your speed is too high.
The blobs that are caught on the side look really round to me, and not the shape of the nozzle, so that’s what suggest the too-high temps.
Those blobs connect with a lot of really thin strings which suggests to me that once the head is done going over where it’s supposed to be, it’s still leaking out as it travels to the next location because not all of the material was squeezed out where it should be. Hence, too fast.
For the retract rate, just set it to defaults if you have any. I think I use 1mm, 20mm/sec.
If I were you, I’d try dropping your temperature to 220 overall, setting a print speed of 20 mm/sec, and just seeing what happens. And maybe tweak a variable at a time from there.
I recently did a print which was 0.1 layer height and used settings similar to the ones I just suggested.
Good luck!
If you’re printing with PLA, your temperatures are WAY too high. They’re more in line with ABS. I’m using a TAZ 4.5 (TAZ 5 extruder, old PET film bed).
I print ABS at 240C, 65-75mm/s, and PLA at 205-210C, 50mm/s. My bed temperatures are 95C and 65C, respectively (yours will be higher with that PEI film).
I retract ABS about 1-1.5mm at 17mm/s, and PLA about 2.5-2.7mm at 15-20mm/s. I get very good results with both, at layer heights down to 0.07 (I’ve printed ABS at 0.05, but the overhang results weren’t good).
You might also check your extruder calibration. Your manual should tell you how to do it, and there’s also a tutorial on Lulzbot’s website. It’s possible that you’re E-steps are too high.