swmand4
1
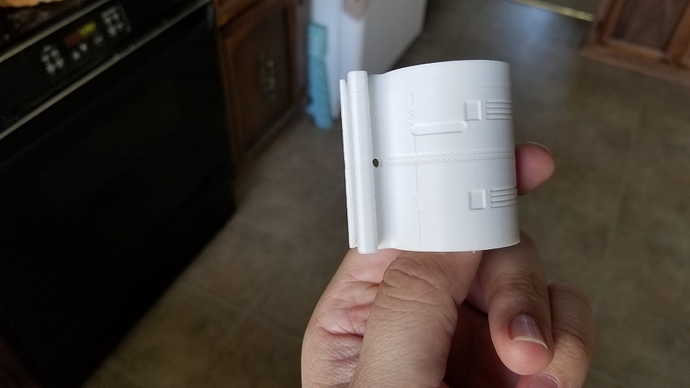
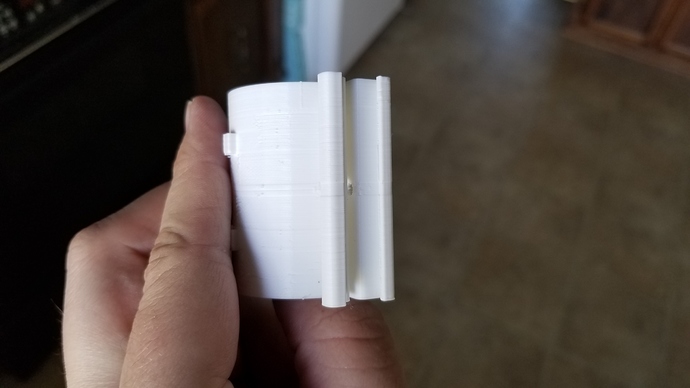
I’m printing some parts on my Flashforge Creator Pro 2016 and keep seeing this weird banding issue around any walls that have holes in them. It also seems to happen when the outline of an object changes, where detail either sticks out further or cuts inward. It only lasts from the bottom of the hole to the top, and stretches almost all the way around the part. See photos below. This is not the only part this happens on - any with a change in outline with respect to Z axis result in this defect.
I’ve tried just about everything I can think of:
- Decreasing acceleration settings
- Changing print speeds (typically use 3000mm/min)
- Printing outlines at ridiculously slow speeds (300mm/min)
- Changing number of outlines
- Decreasing movement speeds (typically use 4000-6000mm/min)
- Changing the order of outlines (inside to out and vice versa)
- Changing extrusion multiplier (0.94 calculated for this filament)
- Changing outline overlap (20 – 30%)
- Varying nozzle temperature (190 – 205C)
- Tightening belts
- Changing retraction settings (1 – 2mm) and restart distances
- Turning off “force retraction between layers” and other ooze control options
- Closing the printer door
- Opening the printer door and removing the side panels
- Changing infill pattern and density (hex/rectilinear 20 – 50%)
- Enabling / disabling supports
- Turning off “adjust print speed for layers below X seconds”
Other details:
- Filament is Hatchbox PLA
- Glass bed heated to 60C with hairspray applied (but defect was still present when using the stock tape that came with the printer)
- Micro Swiss hardened nozzle (not all metal hotend, the version for PTFE tubing)
- Simplify3D to slice model
- Printer is located in my garage (but defect is still present when printer is in my house)
- Printing at 0.2mm layer height
- 0.4mm nozzle with 0.4mm extrusion width set
- Side cooling fan is set to turn on at layer 3
- I took a look at the Gcode output in an online viewer and it looks to be doing what it is supposed to
- Printing in Hatchbox ABS results in the same defect, but far less pronounced
Nothing seems to reduce or eliminate the defect. Any help is greatly appreciated.
JMecky
2
Try starting each layer at random start points or place the layer start point as close as possible to the hole.
Simplify3D has a setting for where the layer start points are.
Good luck
SKYNET
NickR
3
I hate to post and not be helpful but I also print in almost exclusively with hatchbox filliment and use simplify3d and I have never seen an issue like this. I am curious to see what the solution ends up being. Is this issue consistent across different models? I would be curious to see the same model sliced and printed using another slicer even flashprint. I just processed and order for a customer out of hatchbox petg and when slicing in simplify I was getting some odd wall behavior(nothing like this) and ended up using flashprint for only maybe the third time and had no problems… I pulled the model back into solidworks for the customer and couldn’t find an issue…
I only have quality problems around certain details - it’s actually predictable where the banding will occur (anywhere there is a hole or recessed area in the outline). The rest of the print is very good looking, with the exception of some very minor Z wobble. If I remove the holes from the model, the problem goes away (but then I don’t have the holes).
I’ve tried a few more things since posting this.
- Checked the Z-axis rod for straightness - it looks fine.
- Removed the right extruder stepper motor to reduce weight and possibility of ringing.
- Lowered the acceleration settings in the firmware to match Middleman’s recommendation in this post (https://www.thingiverse.com/groups/flashforge/forums/general/topic:8535).
- Tightened all the bolts again. Every last one.
- Test printed using Flashprint and as close to the same settings in Simplify3D as possible. While it looked horrible by comparison, it did not have the banding issue.
- Print using a starting point as close to the hole as possible (as JMecky suggested).
After these items, I have managed to reduce the problem but not completely fix it. If it would help, I could post the Factory file here.
I noticed an issue with the cooling fan shutting off during process changes for a different part. This issue was causing banding at the process change height, and it went away once I corrected the fan issue. Note the model in question here uses a single process. However, I wonder if, due to the model geometry, the model itself is blocking the cooling fan when printing on that side (fan blows mostly on the plastic infill, not on the side.) This might explain why the defect is most prominent on the right side and fades as it follows the cylinder. It would not, however, explain why the defect can sometimes be seen on the other side. I suppose I could try rotating the model 180 degrees, print again, and see if the defect moves to the other side…
swmand4
5
Printing in various orientations (90, 45 degree increments) did not change or reduce the effect.
Printing with various cooling fan settings did not change or reduce the effect.
Attached is another example of the issue on a couple other parts. Notice the areas circled in red - the effect is present only at heights where there are holes in the wall. And some effect in the area in blue, though not as bad as on the part in previous posts. In fact, the other side of the blue area is raised instead of recessed, almost like a layer shift but only at the heights where the details are. Everything returns to normal once getting past the holes/recesses.
Any ideas, anyone at all?