JorKsX
1
Hello, Im trying to get some help to my issue.
Problem is that every time printer is doing solid layers (100% infill) extruder starts skipping.
Does not matter if its 3rd layer or 50layers.
If its solid it skips.
First layer is perfect.
z steps are correct 10mm from reptierhost is 10mm measured.
extruder is calibred 125mm of filament is measured 123mm
so if something its underextruding(?)
I have tried flow down to 70% but then I can clearly see underextruding.
But even with flow 70% extruder skips.
I printer new filament tensioner for ender 3 and the there was so much tension that PLA part broke.
So its not tensioner issue?
I have raised E vref from 0.75 to 0.9v
still skipping.
Does not matter if the speed is 20mm/s or 60mm/s.
I have raised the temp up to 240 for PLA
still…
Ideas?
Can you post a picture of what a non-solid layer looks like?
It sounds like you may have a severe clog, I would try cleaning filament if you can
JorKsX
3
heres picture of same settings but in vase mode. walls are perfect. solid layers skip
This may be a long shot, but have you tried lowering the temperature? This could be caused by solid layers being quite slow, and heat creep causing a clog.
JorKsX
5
normally I print at 205 so I have tried 190-230. but the problem seems to be fixed. changed firmware from marlin 1.1.9 to stock one. no more skipping or anything
When I got my Ender 3 in and had print issues (like it was under extruding), I finally discovered that my hot end had over 2mm gap between the throat-screw and the hotend. I ordered a new new hotend but while I’m waiting on the rowboat from China, I broke down the hotend and fixed the issue.
I’m offering this idea because it sounds like you ordered your Ender 3 like I did in July. The issue was maddening because nothing seemed to print right.
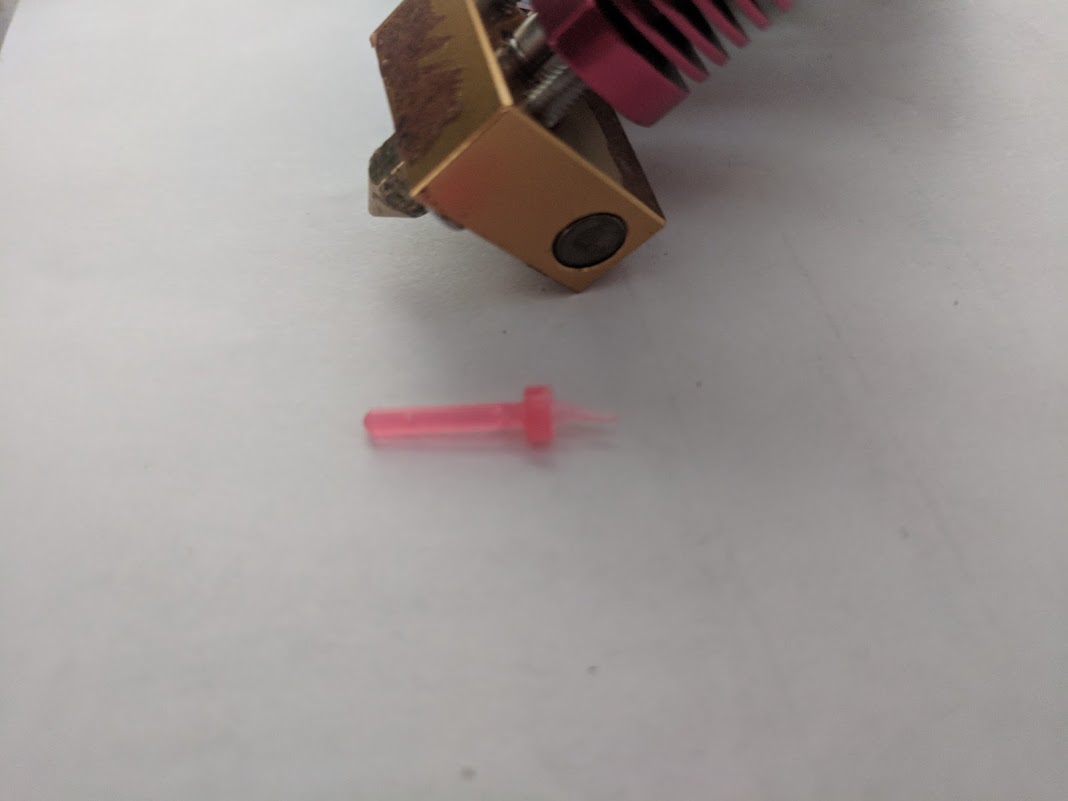
Here is a picture of the filament that was left in the hotend tip after I did a cool pull to clean out the material. Taking the tip off showed this huge chuck of material left. This may or may not apply, but check the setup of the hotend to make sure the tip is flush with the throat screw on the extruder.