Hello everyone,
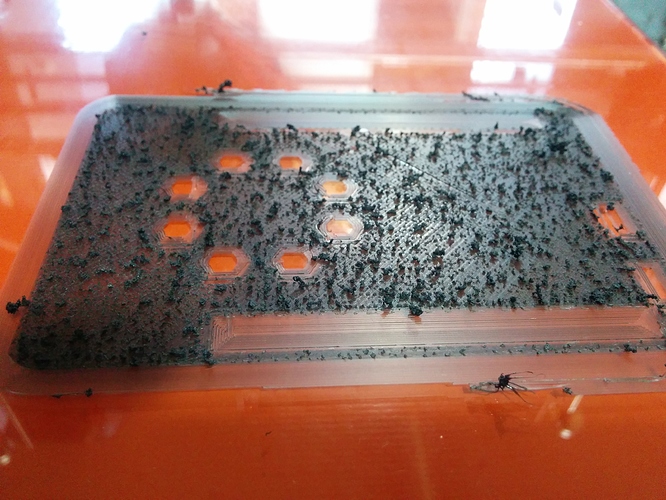
I’ve been trying to print ABS on my new 3dprinter for some time now, however the results are not what I hope for them to be. I’ve attached a picture, below are some of my parameters for printing, hopefully someone has some tips for me on what i’m doing wrong.
It are the intermittent layers that form a problem, the bottom layer seemed to be going fine. As you can see the intermittent layers end up in crumbs.
config (sliced with Cura):
nozzle temp: 240C
heatbed: 110C
layer size: 0.1mm
nozzle size: 0.4mm
infill: 50%
filament: ABS
print speed: 50m/s
extrude rate: 107%
Thanks people!
cobnut
2
Hi @arganeon wow, that’s a mess, isn’t it? Can you print with other materials? It’s not easy to tell from the photo, but it looks like those lumps are almost unmelted. How old is the filament? Has it been kept in a dried container?
@cobnut, thank you for the reply, the filament is about a day or 3 old (I don’t know how long it has lived on the shelve though). and was vacuum sealed. I opened it just before printing.
So that can’t be the problem. The larger lumps seem to form out of smaller ones after a while, it seems to be printing some kind of a striped pattern, (so no neat lines). Other material is possible, I’ve got PLA, but I think it has more to do with incorrect settings on my side…
Hi @arganeon
If photo shows the first layer. It looks like the nozzle is too close to the bed.
Do you have a slight “grab” upon a sheet of paper when the nozzle is homed at zero?
Could also be under extrusion or too having the print speed to high, maybe take it down by 5 and try the same print again.
i would soak the nozzle in acetone or force a piece of filament through to clear any blockages, but also check the clearance to the bed it might be too close for first layer. raise the temp to 245 see if that works too
It’s also a good idea If you are changing from PLA to ABS to extrude a large length of filament so to clear the nozzle.
PLA goes rock hard like sugar when subjected to ABS temperatures
WE USE SEPERATE NOZZLES FOR ABS AND PLA.SEEMS TO WORKS WELL TOO
That’s all cool then, it saves the issues with over cooking pure PLA with high temperatures.
As some PLA is a bit more pure than others, which prints at below 200 degrees C
Also no need to shout
It seemed that (under the hood) Cura set up 80m/s for infill speed, which is far to high for my extruder, besides that also the retraction was set to a wapping 6.5mm by default, which is far to much offcoure.
It seemed to be OK, but after a few layers the problems started again, it looks like the extruder is climbing to fast over the z-axes and the extruder and model are getting further apart. I think this is also the main reason for the lump forming.
Any ideas on how to fix that?
If it is a dual head the chance is there that the second non printing head may be rubbing against the print wiping it away. Your heat is quite high maybe try doing 230 rather and make sure the printbed is 100% level with your axis movements.
107% extrude rate? When you do a solid infill(like those first few layers) where do you think that extra 7% of material is going? Looks like you are getting over extrusion and the extra filament is getting scrapped by the nozzle, eventually causing it to clog/jam.
-Jesse
You didn’t mention what kind of a printer you were using but assuming its configurable you may want to check your steps/mm for the z axis. An easy way to check this is to use a ruler to take an initial measurement, then command the z axis to change by 10 or 15cm, and check again for the difference.
3DMuse
13
From the picture it looks like the print bed is 240 deg and the nozzle is 110 deg