Swiffi
1
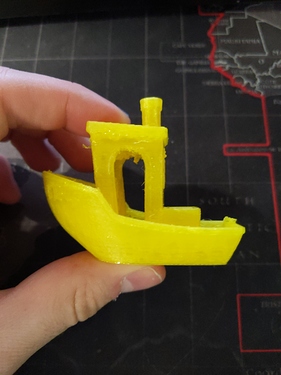
This is my first time printing with PETG, I have had a ton of successful prints using PLA. I was attempting to print Cute Mini Octopus by McGybeer - Thingiverse but I already was having trouble just with the prints skirt. So I switched to a more troubleshooting friendly print, benchy,
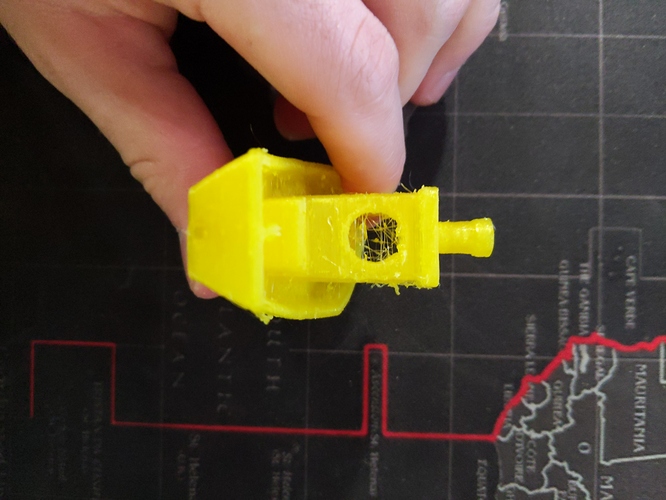
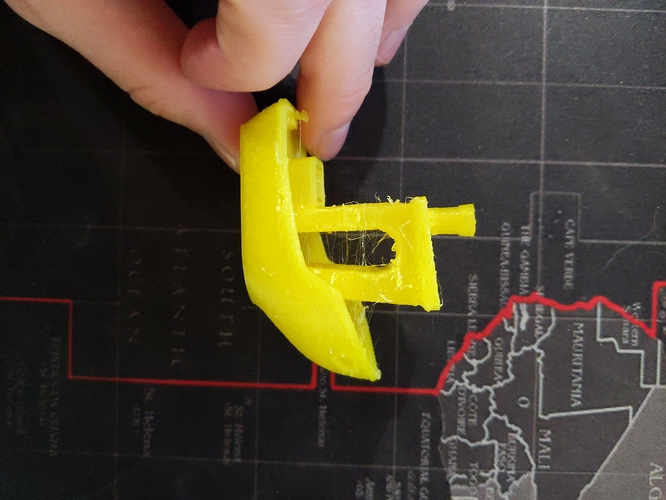
I had to tweak a lot of settings just to get the PETG to print. My printer had a lot of trouble sticking the first layer to the build plate (I am using the default heated metal bed). It also had some trouble with globbing up in certain spots. Once it did stick, I felt that the speed of the print was way too fast, but I let it continue because it was printing alright. As you can see from the print, everything is super jaggy and there is a lot of stringing.
My settings are:
Layer Height - 0.2 mm
Wall Thickness - 0.8 mm
Infill Density - 40% (I can take that down)
Printing Temp - 245 c
Printing Initial Temp - 250 c
Build Plate Temp - 85 c
Flow - 100%
Retraction Distance - 1.5 mm
Retraction Speed - 35 mm/s
Retraction Minimum Travel - 0.8 mm
Print Speed - 35 mm/s
Travel Speed - 80 mm/s
Initial Layer Speed - 10 mm/s
Fan Speed - 50 %
Thank you so much for your help!
Hi,
Petg has some special requirements for the first layer. The nozzle has to be slightly off bed to lay it down instead of squishing it on the bed.
Maybe try:
Print temp: 230
Bed temp: 40 - 60
P speed: 40
T speed: 60
A too high temp results the petg to boil or become gummy
Swiffi
3
I’ll try again tomorrow and let you know
Swiffi
4
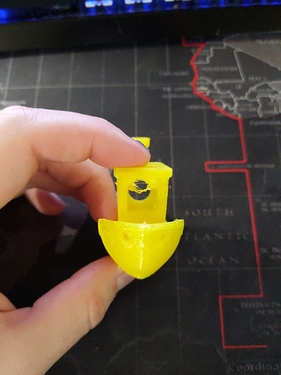
So a lot has changed, I got a metal hotend, glass bed, and replaced 2 fans with noctuas!
- I tried print temp of 240 and it seemed to come out nicely
- Bed temp was 60 with tape and glue
- Print speed at 40
- Travel speed at 80
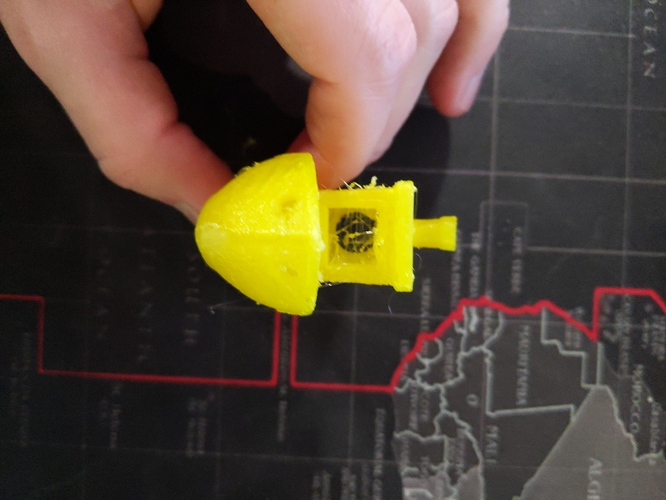
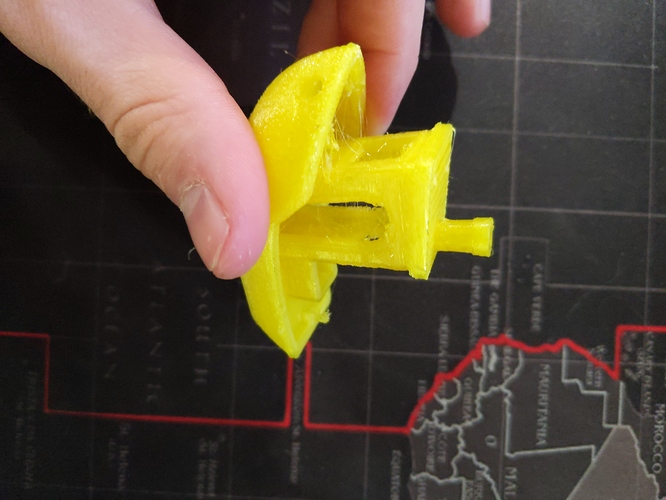
The new print was much better, but still not perfect. The infill was pretty garbage as I watched it print. Very messy and bad and almost broken looking, almost like it was printing too fast or something wasn’t working quite right. Hard to see in the photo but you get the point. The rest turned out pretty well, some bridging issues and overall quality, but it is an improvement.
Any suggestions now?
Great!
Briefing issues occur when the material doesn’t cool off fast enough. The broken infill mess can be solved by turning back the flow to around 80%.
When printing a test print try to decrease the flow gradually so you can actually see it improving, that way you know what flow to use at what speeds.
Swiffi
6
I’m a little confused on the flow %. Doesn’t lower flow mean less material coming out or am I completely wrong? And I heard that PETG should maybe have no fans at all, so should i have the fan on like 50% or 100%?
Yes, lower means less material. What I encountered with petg is that it tends to over extrude for some reason (on my printer at least). And as I see on your photos it does too (see the blobs at infill and edges). I have my fans running at 100% like all the time. I think people tend to lower their fan speeds because of an enclosure.