cobnut
1
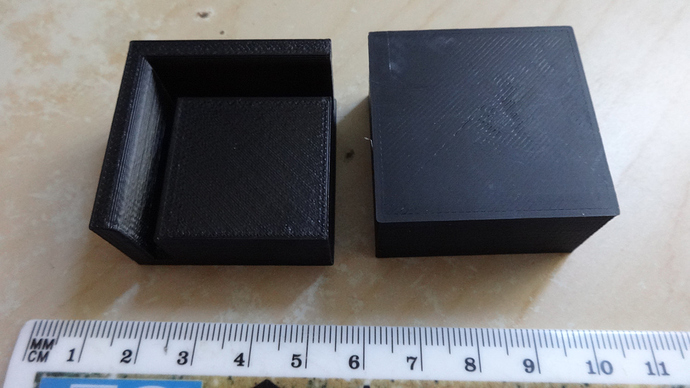
My new PEI bed is working well and warp is a thing of the past, hurrah! However, as they say, I now have a new problem… Take a look at the bottom of this model:
At first glance it looks like under-extrusion (doesn’t it?) but it’s not. There are parts of this surface that are totally smooth. There’s also a weird “pattern” to the holes, like the filament was “pulsing” rather than being delivered smoothly, but only in the centre of the print. Now take a look at these smaller parts:
These are roughly the same Y dimension as the first (about 35mm) but obviously a lot less in the X. There’s a similar drop-out in the fill right in the centre, but it’s
much less pronounced and as we get towards the edges it’s totally smooth. I’ve included a view of the top surface for reference - that’s pretty smooth and looks fine, as are the sides. I had another print that’s half this X/Y and the entire bottom surface is
absolutely smooth - perfect, I’d say.
All three prints used the same settings. All were printed under the same calibration, no recalibration done between them. All were centred on the bed (so the middle of these parts was the middle of the bed in each case).
I’m pretty sure it’s not calibration, as I’d expect the “gaps” that appeared in the first large model to be in the smaller ones, as it happened in the same part of the bed. I’m pretty sure it’s not under-extrusion, because there are no other signs anywhere in the print (in fact, if anything, there are signs of very slight over-extrusion). So what the heck is going on? It’s as though the printer simply got “tired” in the middle…
All parts netfabbed. All sliced with Simplify3D. Flashforge Creator Pro, ABS. Bed 110C, Nozzle 230C.
1 Like
Did you try a different spool of filament?
1 Like
cobnut
3
@shahramrobotics no, although it did occur to me (I’m aware of how important top quality filament is). To be honest, the filament I’m currently using is of… unknown origin, not from my usual supplier. Do you think it could be variation in width?
Yes, most of the times it’s because of that. One time I was using a same unknown brand filament (like $5/kg) and the width was fine but found out the filament was more dense like every 7~10mm and like 2~4mm long that caused a similar issue. Definitely try another spool first.
1 Like
To me that looks like slight irregularity’s in the bed height. Only reason I mention it is that one of my printers still has the factory “blue” sheet on it and it displays a similar pattern but if I put on the glass bed it goes away.
No idea if that is what you have but just a thought.
1 Like
cobnut
6
Hi @wirlybird pretty sure it’s not the bed (as sure as I can be about anything!); this is my new PEI sheet on top of a glass plate and I’ve had other prints since fitting it that are dead flat across that area. As @shahramrobotics suggested, it seems much more like an irregularity in the filament itself - something that only becomes visible occasionally and/or when doing longer straight runs and I do know I’m using filament of an “unreliable” origin.
When the opportunity arises I’ll see if the same thing happens with my usual top-quality supplier filament.
I get where you’re coming from. If it is the filament I find it odd that the issue is localized away from the edges and as you mention the smaller print has the same thing in the middle just smaller. It seems odd to me.
Ok, so ABS. No cooling fan I assume. First things I would try. Drop the bed temp to 100 for the print. Rotate the part, move it toward an edge away from the center of the bed. Rotating and moving will see if the pattern follows the part or stays with the bed, i.e. bed center.
Does this have a lot of infill over this area or a lot of bottom layers? Modify these. What is the extrusion multiplier and first layer height, print speed on the first layer?
You have your homework now so get to it!!!
1 Like
cobnut
8
When does my work have to be in by sir?
@cobnut Did you try to adjust the gap between the nozzle and the bed for the first layer. With a closer extrusion from the buildplate, you can get a real flat and glossy uniform surface. But if it is too close from the buildplate, it can become like your first pictures.
You can also check 2 other things :
1/ If you start with a too high first layer (it depend about the material quality) or too slow, your extruder can give you this kind of results,
2/ If your material is not really dry, it can make some bubble with the extrusion.
To be sure, dry your spool @ 50 °c for 4 hours ; check your slicing process for the first layer and calibrate (again for sure) your buildplate.
Best Regards
1 Like
I just looked at the bottom of a larger print I was doing on the MK2 which has a PEI bed and I am getting a similar look but very faint. You really have to look for it. I think it could be that fine line of squish, first layer speed and flow rate. To much squish and you start to restrict the flow which could explain why the issue is more toward the middle and not the edges. Guessing here.
Nebbian
11
I’ve had that happen to me, it’s always due to a nozzle height that is a few hundredths of a mm too close to the build plate. What happens is that on large areas of infill, the plastic starts to be pushed to the side by the previous line. This adds up and you get left with the pattern you are seeing.
Raise your nozzle height by about 0.03mm and the pattern will go away.
1 Like
cobnut
12
Interesting, I’ll give that a go, thanks @Nebbian!
I use only PEI, and I have seen that too,
try and slow down the 1st layer.
make sure the part cooling fan is OFF for the 1st layer.
make sure you ALWAYS scrape with spatula and wipe your bed with alcohol before a printing.
that will happen if you are a little high, not if you are a little too close to the bed.
@cobnut Did you ever get this figured out? I am using some black ABS and am getting the exact same thing. I raised the nozzle height and reduced the extrusion multiplier a little and it seemed to help some.
It really looks like over extrusion as I watch it. If I look at the top of the first layer it is not smooth. It gets a wavy texture going that corresponds to the pattern on the under side.
cobnut
15
Just to update (and close) this thread, it looks like @Nebbian was spot on. Fiddling with the z-height from the bed dramatically changes this effect and with fine tuning it can be solved and it certainly seems to be that too close is what causes the problem. Of course, go too high and you start to lose adhesion and the desired squishing and it really is a tiny adjustment - just 0.02mm makes a difference. Luckily, the live z adjust on the Prusa i3 Mk2 makes it easy to play with - just start printing a decent sized square and adjust in steps, allowing each step a cm or so of printed “width”. Make sure you make a note of the settings for each step, then stop the print before the first layer completes (to make it easy to see which direction it was printing in), you should then be able to pick which setting gave the best results.
1 Like
Hi Cobnut,
I know you marked this as solved but I suspect the source cause may still exist.
I spent months trying to fix something that looked identical to your print.
Now there’s more than one reason that might contribute to this wavy effect but in my case the right side trapezoidal z nut had about 0.75mm vertical play.
The reason that it propagates as a wave like pattern is simple. As the print head moves across the layer all it takes is a tiny bit of under or over extrusion to start the pattern. On the next line the print head hits the side of that spot and because it’s a little loose the head moves vertically as it rides the bump or dip. Then it tends to expand and get more waves as the print head jumps around. Rock each side of your z axis up and down to see if you have some play like I did. Also check your print head as the play might originate there too.
Hope this may be of use to you.