That helped but created a whole new set off issues.
I had heat creep issues due to crossing the fans. I fixed that.
I releveled the bed and adjusted my retraction. Its at 5 from 7 per another user recommendation on another forum.
I am using hatchbox pla. A temp of 190°c. It does not extrude. The bed is leveled to 2mm as it was recommended to be optimal for my .4mm nozzle. I know that cause i used a piece of printer paper folded on itself twice to get the 2mm. It slides freely but has some slight resistance not sure how else to explain it.
The hobbed gear was upgraded to a d4 style gear.
The fans are stock.
I experiance some filament grinding. There is no bulb between the cooling block and extruder. I have run through all troubleshooting for jams from the matter hacker guide. I have also run through the troubleshooting for not extruding at the start of the print. Nothing I do works.
My settings are:
.1 mm layer height
.8 mm layer thickness
.6mm bottom/top thickness
20% fill density
50 mm/s print speed
190°c printing temprature
0°c bed temprature-60°c bed temprature
Support type touching build plate
Platform adhesion type raft
Filament diameter 1.75mm
Flow 100%
Advanced settings
.4 mm nozzle size
Retraction speed 40.0 mm/s
Retraction distance 5 mm
Initial layer thickness .3mm
Initial layer line width 100%
Cut off object bottom 0.0 mm
Dual extrusion overlap .15 mm
Travel speed 80.0 mm/s
Bottom layer speed 30 mm/s
Infill speed 50 mm/s
Top/bottom speed 15 mm/s
Outter shell speed 15 mm/s
Inner shell speed 30 mm/s
Minimal layer time 5 seconds
Cooling fan enabled
Expert settings are:
Minimum retraction travel 1.5 mm
Enable combing set to all
Minimal extrusion before retraction 0.02 mm
Z hop when retracting 0.0 mm
Skirt line count 1
Start distance 2.0 mm
Minimal length 150 mm
Fan full on at height 0.5 mm
Fan speed min 100%
Fan speed max 100%
Minimum speed 10 mm/s
Cool head lift not checked
Solid infill top checked
Solid infill bottom checked
Infill overlap 15%
Infill prints after perimeters unchecked
Structure type lines
Overhang angle for support 60°
Fill amount 15%
Distance x/y .7 mm
Distance Z 0.15 mm
Spiralize the outer contour turned off
Only follow mesh surface turned off
Brim line amount 20
Raft extra margin 5.0 mm
Line spacing 3.0 mm
Base thickness 0.2 mm
Base line width 1.0 mm
Interface thickness .27mm
Interface line width .4 mm
Airgap 0.0
First layer Airgap 0.22
Surface layers 2
Surface layer thickness .27 mm
Surface layer line width .4 mm
Under fix horrible
Combine everything type a is checked
Combine everything type b is unchecked
Keep open faces is unchecked
Extensive stitching is unchecked
The extruder is primed
The nozzle height i think is fine as it is bottomed out and the 1/4th turn to loosen was done followed by heating and tightening per instructions
Not sure if the layer height needs to be adjusted.
Fillament extrusion width was bumped up to 200% at one point but it began to clog so was gradually backed down to 100% and had nothing work.
Tried baby stepping the z offset and that has not helped it extrude.
I have disassembled the extruder and nozzle to clean it. I have Shepard poled the thing. Done nylon cold pulls. Cleared the nozzle with the acupuncture needle. Still no extrusion. There is no grinding or clicking from the motor.
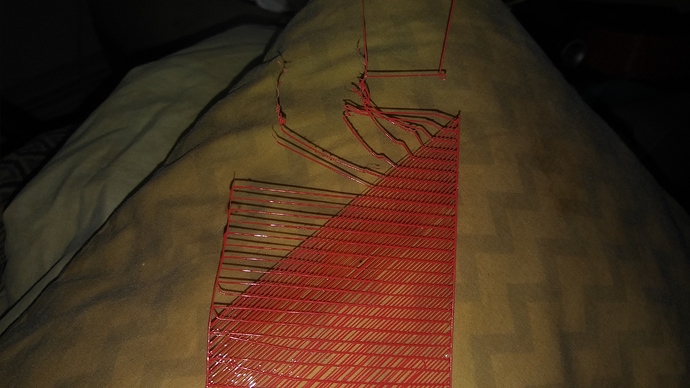
There has been some bed adhesion issues after the change to all metal tip. It has not been resolved.
The bed is level. Reduced the first layer print speed down all the way to 15 mm/s
I have not figured out how to change the buildtak plate just yet.
Blue painters tape has not worked. Extrusion temps been from 170 to 215°c and still will not stick if it even extrudes.
Filament extrudes if i force it through. No jam as I just cleaned it. Checked for filament residue and cleaned a little out.
I cannot for the life of me figure it out. I’m about ready to smash it with a sledge hammer and throw this infernal wanhao duplicator i3 v2.1 into the trash.
Is it my settings? Is it me? Is there a wanhao gremlin that I need to offer a goat to in order to make it like me and decide to work?
I also resorted to switching back to the original tube and hotend it came with and releveled and reset to factory settings and still have the same issues!